Привет студент. Как получают и из чего делают железо (сталь)? Виды инструментальной стали
Сталью называется сплав железа с углеродом, в котором массовая доля углерода составляет 2,14 % (теоретически). На практике концентрация углерода составляет не более 1,5 %. Кроме углерода в стали находятся постоянные примеси: кремний, марганец, сера, фосфор и другие химические элементы. Производство стали заключается во вторичной переработке передельного белого чугуна различными способами: мартеновским, конвертерным, электроплавкой и др. Сущность производства стали заключается в удалении углерода и других химических элементов в процессе плавки шихты, состоящей из жидкого или чушкового чугуна, стального лома, железной руды и известняка. Плавку производят в различных сталелитейных агрегатах: мартеновских печах, конвертерах, электродуговых, электроиндукционных и в других металлургических агрегатах.
Наряду с чугунами сталь также является основным конструкционным материалом в машиностроении и других отраслях промышленного производства.
В обычных условиях применяются простые углеродистые стали; при высокой температуре и активной среде - специальные легированные стали (например, для изготовления насоса для перекачки кислот, механизмов, работающих в морской воде, и др.).
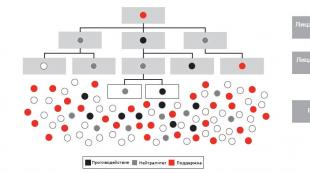
В связи с этим черная металлургия нашей страны выпускает стали с различными физико-химическими и механическими свойствами. Все отрасли промышленности получают от металлургов стали различных марок, сортаментов и наименований. Запомнить это многообразие сталей, поставляемых металлургами, практически невозможно, поэтому наука о металлах - металловедение - классифицирует все выпускаемые стали по различным признакам. Каждый квалифицированный рабочий должен не только запоминать отдельные марки сталей, а знать принципы классификации этих сталей (рис. 1).
Рис. 1.
По химическому составу стали и сплавы подразделяются на две большие группы: углеродистые и легированные.
Углеродистые стали в своем составе содержат железо, углерод и постоянные примеси, присущие железоуглеродистым сплавам. Другие химические элементы в углеродистых сталях отсутствуют. Углеродистые стали по массовой доле углерода подразделяются на низкоуглеродистые (до 0,3 % углерода), среднеуглеродистые (0,3 … 0,6 % углерода) и высокоуглеродистые (более 0,6 % углерода). Легированные стали кроме углерода содержат различные химические элементы, как металлы, так и неметаллы. Эти элементы вводятся в процессе плавки для получения более высоких физикохимических и механических свойств, чем в углеродистых сталях.
Легировать - значит сплавлять, соединять, поэтому химические элементы, вводимые в сталь, называются легирующими элементами, а стали, сплавленные с ними, получили название легированных сталей.
Качество сталей зависит от особенностей металлургических процессов, перерабатываемого сырья, вида плавки и других факторов. Эти факторы определяют химический состав сталей, наличие в них вредных примесей - серы и фосфора, а также наличие различных газов: азота, водорода и кислорода. Вредные примеси и присутствующие в них газы придают сталям отрицательные физико-химические и механико-технологические свойства, т. е. ухудшают их качество. В связи с этим по качеству стали, как углеродистые, так и легированные, подразделяются на четыре группы: стали обыкновенного качества, качественные, высококачественные, особовысококачественные.
Стали обыкновенного качества содержат 0,045 … 0,060 % серы, 0,04 … 0,07 % фосфора.
Качественные стали изготавливаются с массовой долей серы не более 0,04 %, фосфора - 0,035 … 0,040 %. Качественные стали бывают как углеродистые, так и легированные.
Высококачественные углеродистые и легированные стали содержат не более 0,02 % серы и 0,03 % фосфора.
Особовысококачественные стали имеют массовую долю серы не более 0,015 %, фосфора - не более 0,025 %. Легированные особовысококачественные стали получают методами электрошлакового или вакуумно-дугового переплава.
По назначению углеродистые и легированные стали и сплавы подразделяются на конструкционные, инструментальные и специальные.
Конструкционные стали, как углеродистые, так и легированные, идут на изготовление различных деталей машин, сварных строительных конструкций и т. д. К этим сталям предъявляются определенные требования по химическому составу, механическим, технологическим, эксплуатационным и химическим свойствам. Это могут быть цементуемые, улучшаемые и высокопрочные стали. Одни из этих сталей подвергаются химико-термической обработке, другие - только термической обработке. По технологическим признакам конструкционные стали подразделяются на штампуемые, свариваемые, литейные и высокой обрабатываемости резанием (автоматные). По назначению эти стали могут быть рессорно-пружинные, шарикоподшипниковые, магнитные, электротехнические, строительные и др.
По химическим свойствам конструкционные стали подразделяются на коррозионно-стойкие, кислотостойкие, окалиностойкие и др. В зависимости от химической стойкости эти группы сталей выпускаются конструкционные и специального назначения.
К конструкционным углеродистым сталям относятся стали обыкновенного качества (марок Ст0, Ст1 и т. д.), а также качественные стали (марок 05, 10, 15 и т. д.). К легированным конструкционным сталям относится большая группа низко- и среднелегированных сталей, подвергаемых химико-термической и термической обработке (например, 20Х, 15Г, 15ХФ, 40Х, 45ХН и др.).
Инструментальные углеродистые и легированные стали идут на изготовление режущего, измерительного и ударного инструмента, штампов для деформирования в горячем и холодном состоянии. К инструментальным углеродистым и легированным сталям предъявляются высокие требования по прокаливаемости, красностойкости, стойкости (время работы от заточки до заточки) и др.
Специальные легированные стали и сплавы - это, как правило, конструкционные материалы со специальными свойствами. К ним относятся коррозионно-стойкие, жаростойкие, магнитные, электротехнические, с высоким электрическим сопротивлением, теплостойкие стали и др. Эту группу составляют высоколегированные стали и сплавы, имеющие массовую долю легирующих элементов свыше 10 %. Для легирования применяют хром, никель, марганец и др. Применение тех или иных легирующих элементов определяется требуемыми свойствами. Например, коррозионностойкие стали должны иметь массовую долю хрома не менее 13 %, жаростойкие - в зависимости от требуемой температуры - 9 … 17 % хрома, 2 % кремния. Отдельные марки, кроме того, содержат никель или титан (например, 40Х9С2, 06Х17Г и др.).
По способу раскисления стали подразделяются на три категории: кипящие, спокойные и полуспокойные.
Раскисление - это процесс удаления из стали в жидком состоянии оксида железа (FеО), который образуется в процессе плавки и придает стали активную склонность к коррозии. Кроме того, в процессе раскисления из стали в жидком состоянии удаляются азот и водород. Раскисление производят путем добавки перед выпуском стали в разливочный ковш кремния, марганца или алюминия в зависимости от требуемой степени раскисления.
Практически установлено, что при наличии в стали кислорода, вступившего в реакцию с железом (FеО), при горячей деформации образуется высокая хрупкость. Кроме того, оксид железа способствует понижению прочности при отрицательных температурах и образует высокую склонность к межкристаллитной коррозии.
Кипящие стали раскисляют марганцем. При охлаждении стали в изложницах выделяются газы, которые создают ложное впечатление, что сталь при затвердевании кипит. Кипящие стали производят как обыкновенного качества, так и качественными. Как правило, эти стали бывают низкоуглеродистыми.
Спокойные стали раскисляют алюминием, марганцем и кремнием. В этих сталях кислород практически полностью вступает в реакцию с раскислителями, всплывает вверх и удаляется со шлаком. При охлаждении они затвердевают спокойно, без газовыделения. Все легированные качественные и углеродистые стали выпускаются спокойными.
Полуспокойные стали занимают промежуточное положение между кипящими и спокойными сталями. Их раскисляют марганцем и алюминием. Полуспокойные стали выпускают только углеродистыми.
На структуру стали большое влияние оказывают массовая доля углерода, легирующие элементы и состояние поставки. В связи с этим по структуре стали классифицируются в отожженном (равновесном) и нормализованном состоянии.
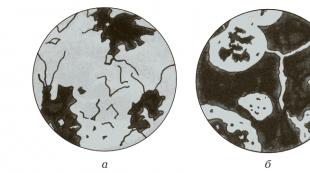
В отожженном состоянии структура сталей подразделяется на шесть классов:
- доэвтектоидные - структура феррита и перлита (см. рис. 2, а);
- эвтектоидные - структура перлита (см. рис. 2, б);
- заэвтектоидные - структура перлита и цементита;
- ледебуритные - структура первичного ледебурита или карбида (рис. 2, в);
- аустенитные - структура твердых растворов, перенасыщенных углеродом (рис. 2, г);
- ферритные - структура твердых растворов со слабо насыщенным углеродом.


Рис. 2. Микроструктура углеродистых и легированных сталей в отожженном состоянии: а - ферритная; б - ферритно-перлитная; в - легированная ледебуритная сталь; г - легированная аустенитная сталь

Рис. 3. а - сталь ферритного класса; б - сталь перлитного класса; в - сталь мартенситного класса
Углеродистые стали имеют структуру первых трех классов, легированные - всех шести классов. Ледебуритные, аустенитные и ферритные классы структур образуются при введении в состав никеля, ванадия, вольфрама и других легирующих элементов. При определенном сочетании возможно образование промежуточных классов структур, например полуферритных, полуаустенитных и др.
В нормализованном состоянии стали имеют четыре класса структур: ферритные, перлитные, мартенситные (рис. 3) и аустенитные.
Структура стали ферритного класса неустойчивая. В зависимости от скорости охлаждения на воздухе эта сталь может приобрести структуру перлита, троостита или сорбита. К ферритному классу относятся все углеродистые и низколегированные стали.
Низкоуглеродистые стали с массовой долей углерода до 0,15 %, легированные хромом (12 … 15 %), образуют устойчивую структуру феррита. При нагревании и охлаждении этот класс сталей свою структуру не меняет.
Стали мартенситного класса имеют высокую устойчивость, при охлаждении образуют твердую мелкодисперсную структуру. К этому классу относятся средне- и высоколегированные стали.
Стали аустенитного класса образуются при высокой массовой доле никеля и марганца в сочетании с хромом. Стали этого класса имеют высокую ударную вязкость.
2. Углеродистые конструкционные стали
Углеродистая конструкционная сталь обыкновенного качества (общего назначения ). Сталь углеродистая обыкновенного качества (общего назначения) по ГОСТ 380-2005 выпускается в виде различного горячекатаного проката (Ст0, Ст1кп, Ст1пс, Ст2кп, Ст3сп, Ст3Гсп, Ст4кп, Ст5Гсп, Ст6пс и др.).
Буквы Ст в маркировке сталей обозначают сталь обыкновенного качества; буква Г - повышенное содержание марганца. Буквы кп (сталь кипящая), пс (сталь полуспокойная), сп (сталь спокойная) обозначают способ раскисления. Цифры, стоящие после букв Ст, обозначают условный номер марки в зависимости от массовой доли химических элементов и механических свойств стали. Чем больше номер, тем больше углерода и других химических элементов в стали, а также выше ее механические свойства. В обычных марках массовая доля основного сплавляемого химического элемента (углерода) - 0,06 … 0,49 %, марганца - 0,25 … 0,65 %. При повышенном содержании марганца (0,8 … 1,1 %) сплав содержит 0,1 … 0,3 % кремния и по 0,05 … 0,06 % серы и фосфора. Кроме этих химических элементов углеродистые стали обыкновенного качества содержат хром, никель, медь в пределах 0,3 … 0,4 %, а отдельные марки сталей, выплавляемых из Керченских руд, содержат 0,08 % магния. Это случайные примеси, и в маркировке эти химические элементы не указываются.
Конструкционные углеродистые стали обыкновенного качества имеют прочность σ в = 310 … 600 МПа (31 … 60 кгс/мм2); твердость в состоянии поставки 103 … 158 НВ; относительное удлинение δ = 15 … 35 %.
Эти стали хорошо свариваются, куются, штампуются и обрабатываются резанием. Закалке не подвергаются. Улучшение механических свойств деталей машин, изготовленных из этих сталей, производят путем цементации и только после этого осуществляют закалку с последующим отпуском. Температуру нагрева для закалки цементированных деталей выбирают в зависимости от диффузии углерода.
Стали марок Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2Гпс, Ст2сп, Ст3пс, Ст3сп, Ст3Гпс и Ст3Гсп поставляются с гарантией свариваемости. В этом случае в нормативно-технической документации после марки указываются буквы св.
Углеродистая конструкционная сталь обыкновенного качества применяется для изготовления сварных строительных конструкций, крепежных изделий, малонагруженных деталей машин, а также стандартных и нормализованных деталей: рукояток, кнопок, ручек, заглушек, пробок, петель шарнирных и т. д. (табл. 1).
Углеродистая конструкционная качественная сталь. Качественная углеродистая конструкционная сталь выпускается в виде различного сортового горячекатаного и калиброванного проката (ГОСТ 1050-88*) следующих марок: 05кп, 08кп, 08пс, 10пс, 15кп, 15пс, 15, 18кп, 20кп, 20пс, 20, 25, 30, 35, 40, 45, 50, 55 и 60. Сталь этой группы выпускается также в виде проката со специальной отделкой поверхности (серебрение) диаметром (или толщиной) до 250 мм.
Цифры в маркировке углеродистой конструкционной качественной стали указывают среднюю массовую долю углерода в сотых долях процента. Например, сталь марки 05кп содержит не более 0,06 % углерода, сталь 10 - 0,07 … 0,14 %, сталь 50 - 0,47 … 0,55 %. Буквы кп, пс обозначают способ раскисления (кп - кипящие, пс - полуспокойные). В марках, где способ раскисления не указан, сталь спокойная. Сталь марки 58 (55п) - пониженной прокаливаемости, имеет массовую долю марганца 0,1 … 0,3 %.
Углеродистая качественная сталь содержит 0,05 … 0,65 % углерода, до 0,37 % кремния, 0,25 … 0,50 % (группа низкоуглеродистых сталей) или 0,5 … 0,8 % (группа среднеуглеродистых сталей) марганца. Серы во всех качественных сталях содержится не более 0,04 %, фосфора - не более 0,035 %. Кроме того, в сталях этой группы имеется медь и никель, массовая доля которых не должна превышать 0,25 % для каждого элемента.
| Таблица 1. Области применения углеродистой конструкционной стали обыкновенного качества (общего назначения) | ||
| Марка стали | Область применения | |
| Ст0 | Тонколистовая сталь; кровельная сталь; ограждающие кожухи и т. д. |  |
| Ст4 Ст6 | Детали машин, подвергаемые цементации: mшестерни, звездочки, валы, оси, кронштейны, рычаги и т. д. |  |
| Ст2 | Неответственные сварные конструкции, крепежные детали, винты, болты, шпильки, Шай бы, гайки, шплинты, заклепки, гвозди, шурупы |  |
| Ст5 | Стандартизованные детали: рукоятки, кнопки, ручки, заглушки, пробки, оседержатели, петли шарнирные, скобы для скрепления труб и т. д. |  |
В состоянии поставки без термической обработки углеродистая конструкционная качественная сталь имеет следующие механические свойства: твердость по Бринеллю 131 … 255 НВ, предел прочности при растяжении σ в = 330 … 690 МПа (33 … 69 кгс/мм2), относительное удлинение δ до 33 % и относительное сужение Ψ = 35 … 60 %. Механические свойства зависят от массовой доли углерода и состояния проката. Нагартованная сталь имеет более высокие твердость и прочность и пониженную пластичность. Марки сталей с минимальной массовой долей углерода имеют низкие величины механических свойств. С увеличением массовой доли углерода повышаются механические свойства.
По механическим свойствам сталь этой группы подразделяется на категории 1, 2, 3, 4 и По состоянию проката сталь поставляется без термической обработки, термически обработанная (Т) и нагартованная со специальной отделкой поверхности (Н).
В зависимости от вида обработки горячекатаная и кованая сталь подразделяется на подгруппы:
- для горячей обработки давлением - подгруппа а;
- для холодной механической обработки - подгруппа б;
- для холодного волочения (подкат) - подгруппа в.
Качество поверхности калиброванной стали по ГОСТ 1051-73* подразделяется на группы Б и В.
Сталь со специальной отделкой поверхности по ГОСТ 14955-77* подразделяется на группы В, Г и Д. Группа стали зависит от класса шероховатости поверхности.
Сортовая горячекатаная сталь производится в виде прутков круглого, квадратного, шестигранного и прямоугольного сечений. Сортовая круглая сталь по ГОСТ 2590-2006 диаметром от 4 до 250 мм выпускается трех классов точности проката: В - высокой, Б - повышенной, Д - обычного класса.
Сортовая квадратная сталь со стороной квадрата от 5 до 200 мм поставляется в прутках и мотках трех классов точности: А, Б и В. Шестигранная сталь размером под ключ от 8 до 100 мм выпускается двух групп точности: П(Б) и В.
Полосовая сталь (ГОСТ 103-76*) выпускается двух групп:
- повышенной точности - А,
- нормальной точности - Б.
Сталь кованая круглая и квадратная (ГОСТ 1133-71) изготавливается диаметром или шириной квадрата от 40 до 200 мм.
Сортовая калиброванная сталь имеет более точные размеры по сечению и шероховатости поверхности.
Подгруппы, группы и классы стали указываются в нормативнотехнической документации, сопровождающей поставку.
Низкоуглеродистая сталь имеет высокую штампуемость, ковкость и свариваемость, а также обрабатываемость резанием. Эта группа сталей закалке не подвергается. Улучшение механических свойств деталей машин, изготовленных из низкоуглеродистых сталей, производят методом химико-термической обработки (цементация). Среднеуглеродистая сталь с содержанием углерода 0,3 % и более, кроме того, хорошо воспринимает закалку, отпуск и нормализацию. У всех марок улучшаемых сталей этой группы практически отсутствует склонность к отпускной хрупкости.
Из низкоуглеродистых качественных сталей марок 05, 08кп, 08пс, 10, 10пс, 10кп и 11кп изготавливают детали штамповкой и холодной высадкой: трубки, прокладки, колпачки, крепежные детали, шайбы, вилки, втулки и тяги.
Стали марок 15, 18, 20, 25 всех степеней раскисления идут на изготовление малонагруженных деталей машин - валиков, втулок, пальцев, упоров, копиров, осей, шестерен и других деталей, работающих при температурах 40 … 425 °С.
Стали марок 30 - 60 идут на изготовление ответственных деталей машин, улучшаемых путем закалки с последующим отпуском и нормализацией: шатунов, коленчатых валов, шлицевых валиков, тяг, штоков, сухарей, зубчатых колес и др.
3. Углеродистые инструментальные стали
По ГОСТ 1435-99 углеродистая инструментальная сталь выпускается горячекатаной, кованой, калиброванной со специальной отделкой поверхности и для сердечников. По форме сечения сталь выпускается квадратного и круглого сечений, в том числе с радиусными (скругленными) углами и в виде полос, лент, листов, шестигранников, проволоки и специальных профилей для напильников, надфилей и др.
В зависимости от химического состава углеродистая инструментальная сталь выпускается следующих марок:
- качественная сталь - У7, У8, У8Г, У9, У10, У11, У12 и У13;
- высококачественная сталь - У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А.
По назначению стали всех марок в зависимости от массовой доли хрома, никеля и меди подразделяются на пять групп:
- 1-я группа (У7, У8, У8Г, У9, У10, У11, У12 и У13) - для продукции всех видов, кроме патентированной проволоки и ленты (массовая доля хрома составляет не более 0,2 %, никеля и меди - по 0,25 % каждого элемента);
- 2-я группа (У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А) - для продукции всех видов, кроме патентированной проволоки и ленты (массовая доля хрома, никеля и меди - по 0,2 % каждого элемента);
- 3-я группа (У10A, У12А) - для сердечников (массовая доля хрома и меди составляет не более 0,2 %, никеля - 0,25 %);
- 4-я группа (У7, У8, У8Г, У9, У10, У11, У12 и У13, У7А, У8А, У8ГА, У9А, У10А, У11А, У12А и У13A) - для патентированной проволоки и ленты (массовая доля хрома составляет не более 0,1 %, никеля - 0,12 %, меди - 0,2 %);
- 5-я группа (У7, У8, У8Г, У9, У10, У11, У12, У13) - для горяче- и холоднокатаных листов и лент, толщиной до 2,5 мм (массовая доля хрома составляет 0,2 … 0,4 %, никеля и меди - по 0,25 % каждого элемента).
Существуют стали, которые можно отнести и к 4-й, и к 5-й группе: марки У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А - для горячекатаной и кованой стали (массовая доля хрома - 0,20 … 0,35 %, никеля и меди - по 0,2 %); марки У8А, У9А, У10А - для холоднотянутой стали со специальной отделкой поверхности (массовая доля хрома - 0,3 … 0,5 %, никеля и меди - по 0,2 %).
В маркировке буква У означает, что сталь углеродистая инструментальная. Цифры, следующие за буквой У, соответствуют массовой доле углерода в десятых долях процента. Буква Г указывает на повышенное содержание марганца (0,4 … 0,6 %); буква А, стоящая в конце марки, - на то, что сталь высококачественная, имеет пониженное содержание вредных примесей (серы и фосфора). Марки стали без буквы А в обозначении - качественные.
Таким образом, массовая доля углерода в сталях этой группы составляет 0,66 … 1,34 % в зависимости от марки. Массовая доля кремния составляет 0,17 … 0,28 %, марганца - 0,17 … 0,60 %. Качественные стали содержат 0,028 % серы, высококачественные - 0,018 %. Стали, полученные методом электрошлакового переплава, содержат не более 0,015 % серы (эти стали обозначаются в конце марки буквой Ш, например У9-Ш).
Качественные стали содержат 0,03 % фосфора, высококачественные - 0,025 %.
Марки углеродистой инструментальной стали У7, У7А по диаграмме железо - цементит относятся к доэвтектоидным сталям. Они имеют структуру феррит + перлит, твердость по Бринеллю в состоянии поставки составляет 187 НВ.
Марки стали У8, У8А, У8Г, У8ГА относятся к эвтектоидным сталям. Эти стали имеют структуру перлит, твердость - 187 … 192 НВ. Марки стали У9, У9А, У10, У10А, У11, У11А, У12, У12А, У13 и У13А - заэвтектоидные стали. Структура этих сталей - перлит и перлит + цементит, твердость - 192 … 217 НВ.
Углеродистые инструментальные стали имеют высокую ковкость. Температура начала ковки - 1 180 °С, конца - 800 °С. Сталь для закалки нагревают до температуры 750 … 840 °С и охлаждают в воде, растворе солей или масле. Твердость после закалки не менее 58 … 63 НRС. Сталь к отпускной хрупкости не предрасположена. Температура нагрева для отпуска составляет 140 … 250 °С. Из-за ограниченной свариваемости эта сталь не применяется для сварных конструкций, но при необходимости сваривается методом контактной сварки.
Углеродистые инструментальные стали находят широкое применение для изготовления слесарно-монтажного, измерительного, столярно-плотничного инструмента: зубила, долота, молотки, ножницы для резки металлов, топоры, стамески, плоскогубцы, пилы, фрезы, зенковки, калибры, сверла, надфили, напильники и т. д.
Инструмент, изготовленный из углеродистых инструментальных сталей, обладает хорошими режущими свойствами.
К недостаткам этой стали относится низкая красностойкость. При температуре 200 … 250 °С инструмент во время работы размягчается и теряет режущие свойства.
4. Легированные конструкционные стали
Легирующие элементы определяют название легированной стали или сплава. Например, хромистая, ванадиевая, хромоникелевая стали в своем составе в качестве легирующих элементов содержат соответственно хром, ванадий и хром с никелем.
Для увеличения конструктивной прочности в сталь вводят одиндва легирующих элемента. Для получения комплекса физико-химических свойств вводят несколько легирующих элементов.
Марганец - естественная постоянная примесь в углеродистых сталях (до 0,6 %). При искусственном увеличении массовой доли марганца (свыше 1 %) увеличивается твердость, износостойкость, ударная вязкость. Пластичность стали не снижается. Сам марганец нейтрализует вредное влияние серы, связывая ее.
Кремний - также постоянная примесь в сталях (до 0,4 %). С увеличением массовой доли кремния увеличиваются конструктивная прочность и упругость. Высокая массовая доля кремния придает стали специальные физические свойства, благодаря которым кремнистые стали широко используются в электротехнической промышленности. Кремний придает стали также кислото- и окалиностойкость. Высокое содержание кремния способствует распаду структуры цементита с образованием ферритно-перлитной структуры и придает стали упругость. Рессорно-пружинные стали являются, как правило, кремнистыми.
Хром повышает прочность, твердость, прокаливаемость. Пластичность хромистых сталей несколько уменьшается. Высокое содержание хрома (12 % и более) делает сталь коррозионно-стойкой и придает ей магнитные свойства. Хром является экономически дешевым, недефицитным легирующим металлом.
Никель придает стали прочность, пластичность и ударную вязкость, понижает температуру отжига, нормализации и закалки. Никелевые стали имеют высокую прокаливаемость. Никель применяется так же как активный раскислитель, способствует удалению из стали в жидком состоянии кислорода, водорода, азота, увеличивая ее плотность. Никелевые стали имеют низкий коэффициент теплового линейного и объемного расширения.
Титан повышает прочность, твердость и пластичность, а также температуру отжига, нормализации и теплостойкость (окалиностойкость) стали. При небольшом содержании титана прокаливаемость стали увеличивается, при содержании более 12 % - уменьшается.
Медь увеличивает прокаливаемость, температуру отжига и нормализации, прочность, твердость и пластичность. Придает стали коррозионную стойкость. Медь вводят главным образом в строительные стали.
Кобальт понижает прокаливаемость и пластичность. Придает теплостойкость и магнитные свойства. Увеличивает жаропрочность и ударную вязкость.
Молибден повышает прочность, твердость, износостойкость, упругость, ударную вязкость и жаропрочность, незначительно понижает пластичность, увеличивает прокаливаемость, температуру отжига, нормализации и закалки.
Вольфрам резко увеличивает твердость, износостойкость, красностойкость, прокаливаемость и жаропрочность, повышает температуру отжига, нормализации и закалки. При массовой доле вольфрама в пределах 1 % увеличивается пластичность стали.
Ванадий повышает износостойкость, твердость, прочность и пластичность, увеличивает прокаливаемость и температуру нагрева для отжига, нормализации и закалки.
В теплостойкие, коррозионно-стойкие и электротехнические стали вводят также редкоземельные элементы :
- лантан,
- ниодим,
- цирконий и др.
Согласно ГОСТ 5950-2000 приняты условные буквенные обозначения легирующих элементов :
- алюминий - Ю,
- азот - А,
- бор - Р,
- ванадий - Ф,
- вольфрам - В,
- кобальт - К,
- кремний - С,
- марганец - Г,
- молибден - М,
- медь - Д,
- никель - Н,
- ниобий - Б,
- селен - Е,
- хром - Х,
- цирконий - Ц,
- титан - Т,
- фосфор - П,
- редкоземельные металлы - РЗМ.
Кроме того, стандартом предусмотрены и другие обозначения отдельных групп легированных сталей :
- Р - быстрорежущие;
- Ш (в конце марки) - сталь особовысококачественная;
- Ш (впереди марки) - сталь подшипниковая;
- А (впереди марки) - сталь автоматная;
- А (в конце марки) - сталь высококачественная;
- А (в середине марки) - сталь с содержанием азота;
- Э - сталь электротехническая;
- Е (впереди марки) - сталь магнитная;
- О - сталь холоднокатаная текстурированная;
- ОО - сталь холоднокатаная высокотекстурированная;
- И - сталь исследовательская;
- П - сталь пробная;
- ЭП - сталь пробная, полученная электроплавкой.
Легированные стали выпускаются улучшаемые термической обработкой и цементуемые, т. е. подвергаемые химико-термической обработке. В основном все признаки классификации легированных сталей заложены в принципы маркировки. Рассмотрев и изучив принципы маркировки, по марке можно определить назначение стали, ее качество, химический состав, принадлежность к термически улучшаемым или цементуемым сталям.
В зависимости от основных легирующих элементов сталь легированная конструкционная по ГОСТ 4543-71* выпускается следующих групп:
- хромистая (15Х, 15ХА, 40Х, 45Х и др.);
- марганцовистая (15Г, 30Г, 10Г2, 40Г2, 50Г2 и др.);
- хромомарганцевая (16ХГ,30ХГТ, 35ХГ2 и др.);
- хромокремнистая (33ХС, 38ХС, 40ХС);
- хромомолибденовая и хромомолибденованадиевая (15ХМ, 20ХМ, 30Х3МФ и др.);
- хромованадиевая (15ХФА, 40ХФА);
- никельмолибденовая (15Н2М, 20НМ);
- хромоникелевая и хромоникелевая с бором (20ХН, 40ХН, 20ХНР и др.);
- хромокремнемарганцевая и хромокремнемарганцевоникелевая (20ХГСА, 25ГСА, 30ХГС и др.);
- хромомарганцево-никелевая и хромомарганцево-никелевая с титаном и бором (15ХГН2ТА, 20ХГНР, 38ХГН, 20ХГНТР);
- хромоникельмолибденовая (18Х2Н3МА, 40ХН2А, 25Х2Н4МА и др.);
- хромоникельмолибденовая и хромоникелеванадиевая (30ХН2МФ, 20ХН4ФА и др.);
- хромоалюминиевая и хромоникелеалюминиевая с молибденом (38Х2Ю, 38Х2МЮА и др.).
Принцип маркировки легированных конструкционных сталей рассмотрим на примерах. Марка 15ХА - сталь легированная конструкционная хромистая, цементуемая, высококачественная, массовая доля углерода - 0,15 %, хрома - примерно 1 %, с пониженным содержанием вредных примесей (серы и фосфора). Марка 30ХГСН2А - сталь легированная конструкционная улучшаемая, хромокремнемарганцево-никелевая, высококачественная, массовая доля углерода - 0,3 %, хрома, марганца и кремния - по 1 %, никеля - 2 %, имеет пониженное содержание вредных примесей. Легированные конструкционные стали по ГОСТ 4543-71* по массовой доле углерода подразделяются на цементуемые и улучшаемые стали.
Цементуемые легированные стали - это низкоуглеродистые (до 0,3 % углерода) и низко- и среднелегированные стали марок 15Х, 20Х, 15Г, 20Г, 10Г2, 18ХГТ, 20ХГТ и др. В связи с низкой массовой долей углерода эти стали закалке не подвергаются. С целью улучшения механических свойств поверхностей деталей их насыщают углеродом (цементация). После цементации производится закалка с последующим отпуском. После закалки и отпуска поверхность деталей имеет высокую износостойкость, твердость 58 … 63 НRС и прочную и вязкую сердцевину.
Улучшаемые легированные стали - это среднеуглеродистые (массовая доля углерода - более 0,3 %) и среднелегированные стали марок 30Х, 30Г 35Х, 38ХА, 40Х, 50Х, 50Г, 50Г2, 30ХГТ и др. Повышение механических свойств улучшаемых легированных сталей производят путем закалки и последующего отпуска.
Легированные стали маркируются цифрами, указывающими массовую долю углерода и легирующих элементов, и буквами, обозначающими легирующие элементы.
Буквой А в конце марки обозначают сталь высококачественную, а буквой Ш - особовысококачественную. Эти стали имеют пониженную массовую долю вредных примесей - серы и фосфора.
Цифры, стоящие вначале, указывают на содержание углерода: в конструкционных сталях - в сотых долях процента, в инструментальных - в десятых долях процента.
Если впереди марки цифр нет, то массовая доля углерода в пределах 1 %.
Цифры, стоящие после букв, соответствуют массовой доле легирующих элементов в процентах.
Если после букв цифр нет, то массовая доля легирующих элементов в пределах 1 %.
Например, 18Х2Н4МА - легированная конструкционная высококачественная (с пониженным содержанием серы и фосфора) хромоникельмолибденовая (2 % хрома, 4 % никеля, 1 % молибдена, 0,18 % углерода) сталь.
Так как массовая доля углерода - до 0,3 %, сталь является цементуемой, т. е. улучшается химико-термической обработкой.
Сталь легированная конструкционная поставляется в виде сортового проката, в том числе фасонного, калиброванного и шлифованного прутка и серебрянки, полосы, поковок и кованых заготовок, труб, листов разной толщины и других видов проката. Легированная конструкционная сталь выпускается горячекатаной и кованой с обточенной или ободранной поверхностями, калиброванной и со специальной отделкой поверхностей круглого сечения.
В зависимости от назначения сталь подразделяется на четыре подгруппы:
- для горячей обработки давлением;
- для холодной механической обработки (точение, строгание, сверление, фрезерование и др.);
- для холодного волочения (подкат);
- для горячей осадки, штамповки, высадки.
Сталь может поставляться в термически обработанном состоянии (Т), без термической обработки и нагартованная (Н).
Легированные цементуемые конструкционные стали применяются для изготовления деталей, работающих в условиях трения при незначительных нагрузках: втулок, пальцев, валиков, толкателей, шестерен и др.
Улучшаемые легированные конструкционные стали применяются для изготовления деталей, работающих при средних и высоких нагрузках:
- шпинделей и валов в подшипниках скольжения,
- червячных валов,
- роторов,
- рычагов,
- толкателей,
- блоков,
- крепежных деталей, работающих при высоких температурах,
- крупных зубчатых колес,
- валков горячей прокатки.
5. Легированные инструментальные стали
Основными требованиями, предъявляемыми к инструментальным сталям, являются высокая твердость, износостойкость, ударная вязкость и прокаливаемость. Кроме того, в зависимости от условий работы могут предъявляться специфические требования. Например, режущий инструмент, работающий при высокой скорости резания, должен обладать высокой износостойкостью при температуре 500 … 600 °С, а инструмент, работающий при низких режимах резания, требует износостойкости при температуре до 200 °С. Ручной инструмент (напильники, плашки, метчики и др.) должен иметь высокую износостойкость при нормальных условиях. К штампам, работающим при горячем деформировании, предъявляются требования горячей твердости, адгезии, жаропрочности, упругости и ударной вязкости.
Высокие требования из-за специфики и условий работы различных инструментов создаются наличием тех или иных легирующих элементов.
Легированные инструментальные стали поставляются в виде горячекатаного калиброванного проката, поковок, шлифованного прутка, полосы, кованых заготовок и валков.
Массовая доля вредных примесей (серы и фосфора) в легированных инструментальных сталях не должна превышать 0,03 % каждого элемента. В стали, полученной методом электрошлакового переплава, массовая доля серы допускается не более 0,015 %.
В состоянии поставки твердость легированной инструментальной стали колеблется в зависимости от химического состава в пределах 217 … 269 НВ. Все инструментальные легированные стали улучшаются закалкой. Твердость инструмента, изготовленного из легированной стали, после закалки будет следующая: режущего инструмента - 60 … 64 НRС, измерительного - 50 … 58 НRC.
В связи с тем что в процессе работы к инструменту, изготовленному из легированных инструментальных сталей, предъявляются различные требования, эти стали подразделяются на следующие группы:
- сталь для режущего и измерительного инструмента;
- сталь для штампового инструмента;
- быстрорежущие инструментальные стали.
Кроме того, легированные стали подразделяют на качественные, высококачественные и особовысококачественные (последние две группы указываются в маркировке).
Сталь для режущего и измерительного инструмента. Для этих целей применяются средне- и высокоуглеродистые и низко- и среднелегированные стали. Массовая доля углерода в этих сталях колеблется в пределах 0,7 … 1,0 %, а отдельные марки содержат до 1,4 %.
Стали для режущего и измерительного инструмента подразделяются на стали неглубокой и глубокой прокаливаемости.
Стали неглубокой прокаливаемости включают в себя хромистые, хромованадиевые, хромовольфрамовые и ванадиевые стали. Массовая доля легирующих элементов колеблется в пределах 1 … 5 %, массовая доля углерода - 0,6 … 1,1 %. Характерной особенностью этих сталей из-за малого содержания легирующих элементов является низкая прокаливаемость. Инструмент, изготовленный из этих сталей, при закалке охлаждается в воде и имеет мягкую незакаленную сердцевину. В связи с этим стали неглубокой прокаливаемости идут на изготовление режущего и измерительного инструмента сечением до 25 мм, что при закалке предотвращает коробление и способствует прокаливаемости по всему сечению инструмента.
Марки стали этой группы: 7ХФ, 8ХФ, 9ХФ, 11ХФ, 11ХФ (11Х), 13Х. Из сталей этих марок изготавливают резьбовые калибры, метчики, плашки, развертки, протяжки и другой специальный инструмент и технологическую оснастку.
Стали глубокой прокаливаемости содержат 1 … 4 % легирующих элементов; отдельные марки имеют до 8 … 10 % легирующих элементов. Основной легирующий элемент, повышающий прокаливаемость, - хром. Его массовая доля, как правило, составляет 1,0 … 1,5 %. Также прокаливаемость повышают кремний и марганец, однако наличие этих элементов в стали затрудняет технологию закалки.
Марки сталей этой группы: 9X1 (9X), 12X1 (20X), 9ХС, ХГС, 9ХВГ, ХВГ, ХВСГ, 9Х5ВФ (120X), 8Х4В3М3Ф2.
Из этих сталей изготавливают те же инструменты, что и из сталей неглубокой прокаливаемости, а также холодновысадочные матрицы, пуансоны, клейма, штемпели и другие ответственные детали, от которых требуется повышенная износостойкость.
Сталь для штампового инструмента. Для изготовления инструментов, деформирующих металл, предназначены штамповые стали, которые подразделяются на следующие группы:
- для деформации в холодном состоянии (Х6ВФ, Х12, Х12ВМ, Х12М, Х12Ф1, 7ХГ2ВФ, 6ХВ3МФС);
- для деформации в горячем состоянии (7Х3, 8Х3, 5ХНМ, 5ХНВ, 5ХНВС, 5ХГМ, 4ХМФС, 4Х5В2ФС, 4Х5МФС);
- для ударного инструмента (4ХС, 6ХС, 4ХВ2С, 6ХВ2С, 3Х2Н2МВФ);
- сталь инструментальная валковая (9Х2, 90ХФ, 9Х2МФ, 55Х, 60ХН).
Стали для холодного деформирования должны иметь высокие твердость и прочность, высокую износостойкость, удовлетворительную вязкость и высокую прокаливаемость.
Стали для горячего деформирования должны обладать высоким сопротивлением пластической деформации, высокой теплостойкостью и высокой разгаростойкостью, т. е. высоким сопротивлением термической усталости.
Быстрорежущие инструментальные стали. Быстрорежущими называют высоколегированные стали, предназначенные для изготовления режущего инструмента, работающего при высоких режимах резания. ГОСТ 19265-73 предусматривает поставку инструментальной быстрорежущей стали в виде горячекатаного, калиброванного проката, кованой, в виде полос и прутков со специальной отделкой поверхности следующих марок: Р9, Р18, Р6АМ5, Р6М5К5, 11Р3АМ3ФА, Р6АМ5Ф2, Р12Ф3, Р18К5Ф2, Р9М4К8.
В маркировке быстрорежущих сталей приняты следующие обозначения:
- буквой Р (от англ. rapid - скорый) обозначаются все быстрорежущие стали. Цифра, стоящая справа после буквы Р, указывает на среднюю массовую долю основного легирующего элемента - вольфрама.
- Буква К обозначает кобальт,
- М - молибден,
- А - азот.
В обозначении марок быстрорежущих сталей не указывается массовая доля хрома, молибдена до 1 % включительно и ванадия в сталях марок Р9, Р18, Р6АМ5, Р9К5, Р6М5К и Р9М4К8.
Все быстрорежущие стали содержат 0,70 … 1,12 % углерода в зависимости от марки, 3,8 … 4,4 % хрома, 0,4 % никеля.
Быстрорежущие стали имеют высокую красностойкость до 620 °С, ударную вязкость в состоянии поставки 18 … 26 Дж/см 2 , твердость 220 … 260 НВ, предел прочности при растяжении σ в = 840 … 940 МПа (84 … 94 кгс/мм 2). Высокая красностойкость и горячая твердость создаются легирующими элементами - вольфрамом, ванадием, хромом и молибденом.
Из быстрорежущих сталей делают цельные токарные, строгальные резцы, фрезы, развертки, модульные фрезы, долбяки, протяжки, сверла, метчики и плашки. Кроме того, быстрорежущие стали идут на изготовление различного штампового инструмента (пуансоны, матрицы, ножи для ножниц, машинные ножовки по металлу) и другого инструмента.
Быстрорежущие инструментальные стали способны самозакаливаться на воздухе. В связи с этим при ковке эти стали охлаждают в нагревательных колодцах или в соляных ваннах. При медленном охлаждении в колодцах происходит укрупнение зерен сорбитообразного перлита и карбидов. Кроме того, с целью улучшения обрабатываемости резанием быстрорежущим сталям производят изотермический отжиг. В результате этих операций твердость достигает 200 … 255 НВ.
При последующей ступенчатой закалке при температуре 1 270 … 1 290 °С и трехкратном отпуске при температуре 550 … 570 °С достигаются высокие прочность, твердость и ударная вязкость, а также высокие режущие свойства инструмента. Структура после закалки: карбиды, мартенсит и остаточный аустенит. Остаточный аустенит несколько снижает твердость, и его устраняют многократным отпуском и обработкой холодом. После этих операций он превращается в мартенсит.
По режущим свойствам эти стали бывают нормальной и повышенной производительности. Нормальную производительность имеют стали марок Р18, Р12, Р9, Р9Ф5 (вольфрамовые), Р6М3, Р6М5 (вольфрамомолибденовые); твердость этих сталей равна 98 НRА, теплостойкость - 620 °С. Стали марок Р10К5Ф5, Р18К5Ф2 (с повышенной массовой долей ванадия и содержанием кобальта) имеют повышенную производительность; твердость этих сталей - более 64 НRС, теплостойкость - 630 … 640 °С. Стали последней группы применяют для обработки высокопрочных сталей с аустенитной структурой и других твердых конструкционных материалов.
6. Высоколегированные стали
Общая характеристика высоколегированных сталей и сплавов. Практикой установлено, что коррозию можно приостановить путем легирования конструкционных сталей и чугунов хромом или хромом и никелем и другими легирующими элементами. Эти легирующие элементы в активных средах переходят в пассивное состояние, на их поверхности возникают тонкие оксидные пленки и поверхность приобретает высокую коррозионную стойкость.
Легирование стали никелем дает возможность получать компонентную (аустенитную) структуру, которая обладает более высокой коррозионной стойкостью, чем хромистые и хромоникелевые стали.
Высоколегированные стали и коррозионно-стойкие, жаростойкие, жаропрочные сплавы (ГОСТ 5632-72) выпускаются на железной, железоникелевой и никелевой основах и поставляются в виде сортового и фасонного проката, калиброванного прутка, прутка со специальной отделкой поверхности, листа тонкого и толстого, полосы, поковок и кованых заготовок, проволоки и труб. Они предназначены для изготовления различных деталей, механизмов и конструкций для работы в коррозионно-активных средах и при высоких температурах.
Высоколегированные стали и сплавы получают методом электрошлакового (ЭШ), вакуумно-дугового (ВД) переплавов и индукционной электроплавкой (ЭП) и в зависимости от основных свойств подразделяют на следующие группы:
- коррозионно-стойкие;
- жаростойкие;
- жаропрочные.
Коррозионно-стойкие стали и сплавы. Коррозионно-стойкими называют такие конструкционные материалы, которые сопротивляются химическому и электрохимическому воздействию окружающей среды.
Коррозионно-стойкие стали и сплавы обладают стойкостью против химической и электрохимической коррозии (атмосферной, почвенной, щелочной, кислотной, межкристаллитной и коррозии под напряжением).
Наиболее стойкими против коррозии являются такие химические элементы, как хром и никель, поэтому эти химические элементы являются постоянными легирующими элементами при получении коррозионно-стойких сталей и сплавов. Практика показывает, что устойчивая коррозионная стойкость у сталей и сплавов образуется при массовой доле хрома 12,5 % и выше.
Структура и свойства хромистых сталей зависят от массовой доли хрома и углерода. При содержании хрома 13; 17 и 25 % и при наличии 0,1 … 0,4 % углерода стали приобретают высокую жаростойкость (окалиностойкость).
Хромистые стали имеют высокие технологические свойства: деформируемость, свариваемость и улучшаемость, поэтому основная группа коррозионно-стойких сталей производится на основе хрома, а отдельные марки на основе хрома и никеля, а также титана. Титан и никель вводят для измельчения зерна, а отдельно никель для увеличения прочности, твердости и ударной вязкости.
Наиболее широкое применение получили коррозионно-стойкие хромистые стали следующих марок: 12Х12, 20Х13, 30Х13, 40Х13, 08Х13 и др.
Стали марок 12Х13 и 20Х13 хорошо деформируются и свариваются. Стали марок 30Х13 и 40Х13 свариваются ограниченно, так как средняя массовая доля углерода и высокое содержание хрома способствуют образованию при сварке трещин в районе околошовной зоны основного металла. Эти стали хорошо куются и штампуются в горячем состоянии, так как при высокой температуре они пластичны.
Эти стали широко используются как конструкционный и коррозионно-стойкий материал. Их используют для изготовления лопаток различных турбин, компрессоров, клапанов, арматуры нефтеустановок и аппаратов, а стали 30Х13 и 40Х13 - для режущего и измерительного инструмента, пружин, деталей карбюраторов и других деталей, работающих при температуре до 400 °С.
Детали, изготовленные из этих сталей, подвергаются закалке и низкому, среднему и высокому отпуску в зависимости от марки и требуемых свойств.
Сталь марки 40Х13 широко применяется для изготовления хирургического и бытового инструмента.
Хромоникелевые стали в зависимости от химического состава, массовой доли хрома и никеля выпускаются следующих классов: аустенитный, аустенитно-ферритный и аустенитно-мартенситный. Стали с содержанием 18 % хрома и 9 … 10 % никеля образуют структуру аустенита. Эти стали имеют коррозионную стойкость при высоких температурах в различных рабочих средах, в том числе в растворах кислот, обладают высокой обрабатываемостью давлением и свариваемостью. Аустенитные стали получили наиболее широкое применение в химической промышленности и строительстве.
К недостаткам аустенитного класса сталей относят низкие обрабатываемость резанием и литейные свойства, поэтому они широко применяются как конструкционный материал в сварных конструкциях и изделиях, получаемых обработкой давлением.
Наиболее широкое применение нашли стали аустенитного класса О4Х18Н10, О8Х18Н10, О8Х18Н10Т и многие другие, всего около 30 марок. Титан вводится в сталь с целью устранения межкристаллитной коррозии. Аустенитные стали подвергаются закалке при температуре 1 050 … 1 100 °С. Охлаждение изделий производят в масле. После закалки предел прочности при растяжении σ в = 500 … 600 МПа (отдельные марки достигают прочности 1 000 … 1 200 МПа), относительное удлинение δ = 35 … 40 %.
Стали аустенитно-ферритного класса в своем составе кроме хрома и никеля содержат титан и кремний. Они имеют более высокие антикоррозионные свойства в активных средах, а также высокие технологические свойства. Наиболее широкое применение нашли аустенитно-ферритные стали марок 12Х21Н5Т, ОХ22Н5Т, Х28АН и др., всего примерно 10 марок.
Закалку этих сталей производят при температуре 950 … 1 000 °С, охлаждение осуществляют в масле. После закалки проводят операцию старения при температуре 500 °С. Предел прочности этих сталей σ в = 950 … 1 200 МПа, относительное удлинение δ = 4… 12 %.
Стали аустенитно-мартенситного класса кроме хрома в своем составе имеют алюминий и марганец и пониженную массовую долю никеля (1 … 9 %). Стали этого класса используются как коррозионно-стойкий конструкционный материал для работы в активных, окислительных рабочих средах и имеет более высокие, по сравнению с рассмотренными ранее сталями, механические и химические свойства. Предел прочности в зависимости от химического состава - 1 200 … 1 900 МПа, относительное удлинение - 3 … 10 %.
Марки сталей аустенитно-мартенситного класса: 2Х13Н4Г9, Х15Н9Ю, ОХ17Н7Ю, ОХ17Н7Ю1, 09Х15Н8Ю, 2Х17Н2 и др.
Закалку этих сталей производят при температуре 975 °С, охлаждение осуществляют в масле. После закалки проводят обязательные операции обработки холодом, старение и упрочнение при холодной прокатке.
Жаростойкие стали и сплавы. Известно, что образование окалины на поверхности металла происходит под воздействием температуры и кислорода рабочей среды. Чем выше температура рабочей среды, тем активнее идет процесс образования окалины. Между тем, сама образовавшаяся окалина может препятствовать дальнейшему окислению металла. Это может быть достигнуто тогда, когда оксидная пленка плотная, без трещин и пор.
Практика показывает, что оксидная пленка железа, вольфрама и других элементов обладает низкими защитными свойствами. Через пленки этих металлов легко диффундирует кислород, и происходит образование окалины на большую глубину; окалина растрескивается, становится пористой, металл сгорает.
Хром, алюминий, никель, кремний имеют плотную оксидную пленку, и, кроме того, пленки этих металлов под воздействием температуры не трескаются. Окислившись, поверхность металла детали под воздействием температуры и кислорода в начальный период нагрева становится теплостойкой. Образовавшаяся на поверхности оксидная пленка защищает металл от дальнейшего разрушения.
Максимальная массовая доля хрома (10 %) при температуре 800 … 900 °С обеспечивает устойчивую окалиностойкость. При массовой доле хрома 20 … 25 % рабочая температура может достигать 1 000 … 1 100 °С.
Свойство окалиностойкости обеспечивает не структура стали, а только ее химический состав. В практике нашли применение следующие марки жаростойких сталей: 4Х9С2, 1Х12СЮ, 4Х10С2М, 3Х13Н7С2, Х20НМС2, 4Х18Н25С2, ОХ18Н10Т и др., всего приблизительно 60 марок.
Жаростойкие стали применяют для изготовления деталей, работающих в активных рабочих средах и при высоких температурах с незначительной механической нагрузкой: клапанов автомобильных, тракторных двигателей и дизелей; теплообменников, колосников, труб, электродов свечей зажигания, печных конвейеров, ящиков для цементации, муфелей, реторт, выхлопных систем и других деталей и конструкций в химическом, нефтехимическом и газовом производстве.
Жаропрочные стали и сплавы. Жаропрочность сталей всегда сопровождается их жаростойкостью (окалиностойкостью), т. е. все жаропрочные стали должны быть, прежде всего, жаростойкими.
Рассматривая жаропрочность конструкционного материала, следует знать, что с повышением температуры прочностная характеристика любого конструкционного материала уменьшается, в том числе у обычной конструкционной углеродистой стали. Следовательно, жаропрочность характеризуется двумя показателями: температурой и временем. При этом, если показатель времени брать за основополагающий фактор, то жаропрочность следует характеризовать длительной прочностью. При определении длительной прочности при высокой температуре будем наблюдать ползучесть испытуемого образца, и эта ползучесть увеличивает жаропрочность. На жаропрочность конструкционных материалов влияет их структура и легирующие элементы. Классы структур в этих сталях бывают перлитные, аустенитные и мартенситные. В качестве легирующих элементов в хромоникелевых сталях применяют кремний, марганец, молибден, вольфрам, ванадий и ниобий с различной мас совой долей в зависимости от назначения стали.
По назначению жаропрочные легированные стали подразделяются на клапанные, котельные, котлотурбинные, для реактивной техники. Из этих сталей делают различные детали и конструкции, такие как клапаны машинных двигателей, трубы паро- и газопроводов, аппараты и котлы сверхвысокого давления, лопатки паровых и газовых турбин, вкладыши сопел, крепежные детали и др.
7. Углеродистые и легированные стали специального назначения
Рессорно-пружинная сталь. Рессорно-пружинная сталь (ГОСТ 14959-79*) выпускается в виде горячекатаного проката или кованой (диаметром или толщиной до 250 мм), а также в виде калиброванных прутков круглого, квадратного и профильного сечений, мотков и полос со специальной отделкой поверхности.
Рессорно-пружинная сталь выпускается качественной и высококачественной, а также углеродистой (65, 70, 80, 85, 60Г, 65Г, 70Г) и легированной (55С2, 55С2А, 60С2, 70С3А, 60С2Г, 50ХГ, 50ХГА и др.).
Цифры в маркировке углеродистых сталей указывают среднюю массовую долю углерода в сотых долях процента; буква Г, стоящая справа после цифры, - повышенное содержание марганца (0,7 … 1,2 %). В обозначении легированных сталей цифры, стоящие впереди марки, указывают массовую долю углерода в сотых долях процента.
Для примера рассмотрим химический состав стали марки 60С2Н2А. Массовая доля углерода составляет 0,56 … 0,64 %, кремния - 2 %, никеля - 2 %. Буква А, стоящая в конце марки, указывает, что сталь высококачественная, т. е. имеет пониженную массовую долю вредных примесей - серы и фосфора (их суммарная массовая доля составляет 0,05 %).
Рессорно-пружинные стали поставляются по строго заданным нормируемым характеристикам. Нормируемыми характеристиками являются химический состав, механические свойства и назначение.
По нормируемым характеристикам эти стали подразделяются на категории: 1, 1A, 1Б, 2, 2А, 2Б, 3, 3А, 3В, 3Г, 4, 4А, 4Б.
- а - для горячей обработки (ковка, штамповка);
- б - для холодной механической обработки (строгание, точение, фрезерование);
Рессорно-пружинные стали обладают высокими механическими свойствами как в сыром, так и в термически обработанном состоянии. Углеродистые и марганцовистые стали имеют пределы прочности при растяжении σ в = 1 000 … 1 130 МПа (100 … 115 кгс/мм2), относительное удлинение δ = 7 … 9 %, твердость 230 … 250 НВ. Кремнистые, кремнисто-хромистые и кремнистоникелевые стали имеют более высокие механические свойства по сравнению с углеродистыми и марганцовистыми сталями. Например, сталь марки 60С2Н2А имеет предел прочности при растяжении σ в = 1 500 МПа (150 кгс/мм2), твердость 420 … 475 НВ, относительное удлинение δ = 19 %.
Рессорно-пружинная сталь обладает высокой ковкостью, ограниченной свариваемостью, высокой прокаливаемостью и отсутствием отпускной хрупкости.
В нормативно-технической документации и на чертежах рессорно-пружинная сталь обозначается следующим образом:

что означает - сталь горячекатаная, круглая, диаметром 100 мм, обычной точности прокатки по ГОСТ 2590-2006 марки 65Г, для горячей обработки подгруппы а, категории 4А.
Аналогично обозначаются и другие виды проката этих сталей.
Из рессорно-пружинной стали изготавливают рессоры, пружины общего назначения, пружины клапанов автомобилей, амортизаторов, замковые шайбы, диски сцепления, эксцентрики, бандажи, тормозные барабаны и ленты, фрикционные диски, шайбы пружинные, торционные валы и другие детали, от которых требуется высокая упругость и износостойкость, в том числе тяжело нагруженные пружины и рессоры для большегрузных автомобилей, тракторов и железнодорожных вагонов.
Подшипниковая сталь. По ГОСТ 801-78 предусматривается выпуск подшипниковой стали горячекатаной, катаной, калиброванной и со специальной отделкой поверхности в виде круга, полосы, квадрата, труб, ленты, проволоки (ШХ4, ШХ6, ШХ9, ШХ15, ШХ15СГ).
В маркировке этих сталей приняты следующие обозначения:
- буквы ШХ - подшипниковая хромистая;
- буквы С, Г - легирующие элементы (кремний и марганец);
- цифры показывают количество хрома в десятых долях процента.
В маркировке отдельных сталей указывается способ выплавки:
- буквой Ш обозначают электрошлаковый переплав;
- буквой В - вакуумирование;
- буквой Д - двойная очистка (например, ШХ9-Ш; ШХ15-ШВ; ШХ15-ШД).
Подшипниковая сталь в зависимости от дальнейшей обработки подразделяется на следующие группы:
- для горячей обработки давлением (штамповка, ковка);
- для холодной высадки;
- для холодной штамповки.
Подшипниковые стали имеют высокие механические свойства (особенно после закалки): твердость, прочность, ударную вязкость, износостойкость и теплостойкость.
Например, сталь марки ШХ15СГ в состоянии поставки имеет следующие свойства:
- предел прочности при растяжении σ в = 590 … 730 МПа (60 … 73 кгс/мм 2),
- твердость 179 … 217 НВ, ударную вязкость 44 Дж/см 2 ;
- после закалки при температуре 810 … 840 °С,
- охлаждения в масле и последующего отпуска при температуре 150 °С - твердость 61 … 65 НRC,
- предел прочности при растяжении σ в = 1 960 … 2 300 МПа (196 … 230 кгс/мм 2).
Подшипниковая сталь имеет высокие технологические свойства: ковкость, обрабатываемость резанием, шлифуемость, прокаливаемость и низкую склонность к отпускной хрупкости; свариваемость ограниченная. Из этой стали изготавливают шарики, ролики, кольца, втулки, плунжеры, нагнетательные клапаны, корпуса распылителей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность.
Подшипниковая сталь, легированная кремнием и марганцем, идет на изготовление подшипников, работающих при повышенных температурах.
Конструкционная сталь повышенной и высокой обрабатываемости резанием (автоматная). По ГОСТ 1414-75 выпускают следующие группы конструкционных сталей повышенной и высокой обрабатываемости резанием:
- углеродистая сернистая (А11, А12, А20, А30, А35);
- сернисто-марганцевая (А40Г);
- сернисто-марганцевая свинецсодержащая (АС35Г, АС45Г2, А35Е, А45Е);
- легированная свинецсодержащая (А12ХМ, АС14ХГН, АС19ХГН, АС20ХГНМ, АС30ХМ, АС38ХГНМ, АС40ХГНМ) и другие группы.
В маркировке этой группы сталей приняты следующие обозначения:
- буква А - сталь автоматная;
- АС - автоматная свинецсодержащая;
- буква Е указывает на наличие в стали селена.
Цифры, стоящие после букв, указывают на массовую долю свинца. Остальные условные обозначения такие же, как у легированных конструкционных сталей.
Сталь конструкционная повышенной и высокой обрабатываемости резанием выпускается в виде горячекатаного круглого, квадратного и шестигранного, катаного и калиброванного проката, как термически обработанного (Т), так и без термической обработки, а также нагартованного (Н). В зависимости от назначения эта сталь подразделяется на группы:
- а - для горячей обработки давлением;
- б - для холодной механической обработки;
- в - для холодного волочения (подкат).
В зависимости от химического состава конструкционная сталь повышенной и высокой обрабатываемости резанием имеет следующие пределы механических свойств: предел прочности при растяжении σ в = 580 … 800 МПа (58 … 80 кгс/мм2) (для некоторых марок стали σ в = 1 000 … 1 200 МПа); твердость по Бринеллю 187 … 241 НВ; относительное удлинение δ = 8 … 12 % (для некоторых марок стали σ = 20 %).
Автоматные стали обладают высокими технологическими свойствами: ковкостью, свариваемостью и особенно обрабатываемостью резанием. Последнее свойство достигается путем специальных металлургических процессов, предусматривающих введение в конструкционную сталь серы, свинца и селена. Эти добавки в процессе обработки резанием создают как бы внутреннюю смазку, которая снижает трение в месте контакта резца с заготовкой, при этом процесс резания идет мягко, создаются условия измельчения стружки. Вредное влияние серы в этих сталях нейтрализуется повышенным содержанием марганца.
Конструкционные стали повышенной и высокой обрабатываемости резанием обладают повышенными вязкостью, пластичностью и усталостью, поэтому имеют ограниченное применение.
Углеродистые сернистые стали используют для крепежных малонагруженных деталей, к которым предъявляются требования высокой точности и шероховатости поверхности. Другие группы автоматных сталей используют для деталей, работающих при более высоких напряжениях и нагрузках. Например, стали марок А12, А20, А30 и А40Г идут на изготовление осей, валиков, зубчатых колес, шестерен, пальцев, винтов, болтов, втулок, колец, ходовых винтов и других деталей сложной формы, получаемых на станках-автоматах и требующих высокого качества поверхности. Первые две из указанных марок подвергаются цементации, а последующие марки улучшаются закалкой и отпуском.
Сталь для отливок. В зависимости от назначения, механических свойств и химического состава отливки подразделяются на три группы:
- общего назначения;
- ответственного назначения;
- особо ответственного назначения.
Отливки изготовляются из сталей следующих марок (ГОСТ 977-88): 15Л, 20Л, 30Л, 35Л, 40Л, 50, 55Л, 20ГЛ, 20Г1ФЛ, 10ФЛ, 30ХГСФЛ, 45ФЛ, 32Х06Л, 40ХЛ, 35ХМЛ, 35ХГСЛ, 35ХГМЛ, 20ДХЛ, 20ХГСНДМЛ, 08ГДНФЛ, 13ХНДФТЛ, 12ДН2ФЛ, 12ДН1МФЛ, 23ХГС2МФЛ, 25Х2Г2ФЛ.
Принцип маркировки литейных сталей аналогичен маркировке углеродистых и легированных качественных конструкционных сталей, но в конце маркировки ставится буква Л (сталь литейная).
В нормативно-технической документации и на чертежах литейные стали обозначаются следующим образом: отливка 12ДХН1МФЛГОСТ 977-88, что означает: отливка из стали марки 12ДХН1МФЛ группы особо качественного назначения, ГОСТ 977-88.
Аналогично обозначаются и другие марки сталей. Химический состав сталей обусловлен соответствующими марками. Механические и технологические свойства отливок зависят от выбранных для этих целей марок сталей.
Сталь низколегированная строительная. По ГОСТ 19281-89* выпускается низколегированная строительная сталь следующих групп и марок:
- марганцевая - 14Г2, 0912;
- марганцовистая с медью - 09Г2Д;
- кремнемарганцовистая - 12ГС, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2С1;
- кремнемарганцовистая с медью - 09Г2СД, 10Г2С1Д;
- марганцевованадиевая - 15ГФ, 15Г2СФ;
- марганцевованадиевая с медью - 157ГФД, 15Г2СФД;
- марганцевованадиевая с азотом - 14Г2АФ, 16Г2АФ, 18Г2АФ;
- марганцевованадиевая с азотом и медью - 14Г2АФД, 16Г2АФД, 15Г2АФДжс, 18Г2АФДпс;
- марганцевониобиевая - 10Г2Б, 12Г2Б.
В маркировке низколегированных строительных сталей принят тот же принцип, что и для легированных конструкционных сталей.
Сталь низколегированная выпускается в виде толстолистового и широколистового проката в рулонах, лентах и листах, применяемых для сварных строительных конструкций (в машиностроении - для несварных конструкций) без термообработки: трубопроводов, емкостей для хранения и транспортировки жидкостей и т. д.
Предел прочности этой стали σ в = 440 … 600 МПа, относительное удлинение δ = 20 … 23 %, ударная вязкость составляет 30 … 44 Дж/см 2 .
В нормативно-технической документации принято следующее обозначение:

что означает: сталь широкополосная универсальная, толщиной 40 мм, шириной 500 мм (ГОСТ 82-70*), с ребровой кривизной по классу А, марки 10Г2С1 (ГОСТ 19281-89*), категории 5.
Низколегированная строительная сталь применяется для изготовления ферм, обвязки вагонов, элементов сварных строительных конструкций, листовых конструкций, днищ сосудов, а также арматуры железобетонных изделий. В зависимости от химического состава марок сталей строительные конструкции могут работать при температуре 40 … 70 °С, а из отдельных марок - при отрицательных температурах и под давлением.
Сталь: виды, свойства, марки, производство
Сталь и изделия из неё настолько прочно вошли в жизнь и быт современного человека, что существование без металлических предметов трудно представить. Когда это касается посуды, мелких инструментов, бытовой техники и оборудования совсем не обязательно знать марку, классификацию сплавов, области их применения.
Эти сведения важны, скорее, для тех, кто решился приступить к строительству собственного жилья, и не знает какие металлоизделия подходят для этих целей. Итак, о том, что такое сталь, какие виды стали существуют, и какими свойствами обладает этот популярный на сегодняшнее время сплав, будет рассказано в строительном журнале .
Что такое сталь, и её отличие от чугуна
Железоуглеродистый сплав — это и есть всем известная сталь. Обычно доля углерода в сплаве варьируется от 0,1 до 2,14%. Увеличение концентрации углерода делает сталь хрупкой. Кроме основных компонентов в сплаве содержатся и небольшие количества магния, марганца и кремния, а так же вредных серных и фосфорных примесей.
По основным свойствам сталь и чугун очень схожи. Несмотря на это между ними существуют значительные различия:
- сталь более прочный и твёрдый материал, нежели чугун;
- чугун, несмотря на обманчивую массивность чугунных изделий, более лёгкий материал;
- поскольку в составе стали ничтожно малый процент углерода, её легче обрабатывать. Для чугуна более предпочтительна отливка;
- изделия из чугуна лучше сохраняют тепло, благодаря тому, что его теплопроводность значительно ниже чем у стали;
- закалка металла, повышающая прочность материала, невозможна в отношении чугуна.
Достоинства и несовершенства стальных сплавов
Поскольку марок стали огромное количество, а изделий из неё ещё больше, то говорить о плюсах и минусах стали бессмысленно. Тем более, что свойства металла во многом зависят от технологий изготовления и обработки.

Вследствие этого можно только выделить несколько общих преимущественных особенностей стали, таких как:
- прочность и твёрдость;
- вязкость и упругость, то есть способность не деформироваться и выдерживать ударные, статические и динамические нагрузки;
- доступность для разных способов обработки;
- долговечность и повышенная износоустойчивость в сравнении с другими металлами;
- доступность сырьевой базы, экономичность производственных технологий.
К сожалению, стали свойственны и некоторые минусы:
- неустойчивость к коррозии, в том числе высокий уровень электрохимической коррозии;
- сталь — тяжёлый металл;
- изготовление изделий из стали производится в несколько этапов, нарушение технологии на любом из них приводит к снижению качества.
Сегодня сложно определить количество производимых и используемых стальных сплавов. Так же не просто их классифицировать, поскольку их свойства зависят от множества параметров, таких как состав, характер и количество добавок, способы изготовления и обработки, назначения и многих других.
По качеству принято различать обычные, качественные, высококачественные и особовысококачественные стали . Доля вредных примесей является основным критерием для определения качества сплава. Для обыкновенных сталей характерны более высокие значения доли примесей, чем для особовысококачественных сплавов.
Химический состав стали . В основу производства сплавов из железа положена его способность формировать различные структурные фазы при разных температурах, так называемый полиморфизм. Благодаря этой способности, растворённые в железе примеси, образуют сплавы различных составов. Принято делить стальные сплавы на углеродистые и легированные .
Сталь по определению является сплавом железа с углеродом, от концентрации которого зависят его свойства: твёрдость, прочность, пластичность, вязкость. В составе углеродистой стали практически не содержится дополнительных добавок.
Базовые примеси — марганец, магний, и кремний содержатся в минимальных количествах, и не ухудшают её свойств и качеств. Кремний и марганец оказывают на сплав раскисляющее действие, повышают упругость, износоустойчивость, жаростойкость. Но, в случае увеличения доли являются легирующими элементами. Стали с большим содержанием марганца теряют магнитные свойства.

Значительно более вредные для обоих видов сталей примеси серы и фосфора. Сера, соединяясь с железом, способствует повышению хрупкости при обработке высокими температурами (прокат, ковка), увеличению усталости, уменьшению устойчивости к коррозии.
Фосфор, особенно при большой доле углерода в сплаве, повышает его хрупкость в обычных температурных условиях. Кроме этого, существует целая группа скрытых, неудаляющихся во время плавки вредных примесей. Эти неметаллические включения в виде азота, водорода и кислорода при горячей обработке делают металл более рыхлым.
Углеродистые стали делятся на виды, которые характеризуются долей содержания углерода:
- к высокоуглеродистым относятся сплавы с долей более 0,6 %;
- в среднеуглеродистых сплавах концентрация углерода находится в пределах от 0,25 до 0,6 %;
- допустимые значения, характерные для низкоуглеродистых сталей — не более 0,25 % .
Легированные стали подразделяются на:
— низколегированные, с долей легирующих добавок не более 2,5 %;
— среднелегированные, с долей дополнительных элементов до 10%;
— высоколегированные, в которых доля легирующих элементов составляет более 10%.
Легированные стали отличаются низкой концентрацией углерода и наличием различных легирующих добавок.
В соответствии с назначением стали делят на группы конструкционных, инструментальных и сталей особого назначения.

Каждая группа делится на подгруппы и виды, которые конкретизируют свойства, особенности и области применения сплавов.
К конструкционным сталям относятся:
- Строительные, их основное свойство — хорошая свариваемость, это низколегированные сплавы обычного качества.
- Для холодной штамповки используют прокат из низкоуглеродистых сплавов обычного качества.
- Цементуемые, применяются в изготовлении деталей с поверхностным истиранием.
- Высокопрочные характеризуются двойным порогом прочности относительно других конструктивных видов.
- Рессорно-пружинные стали с добавлением ванадия, брома, кремния, хрома и марганца, рассчитаны на длительное сохранение упругости.
- Шарикоподшипниковые стали с большой долей углерода и добавлением хрома, которым свойственны особая износоустойчивость, прочность и выносливость.
- Автоматные, в их составе присутствуют примеси серы, свинца, теллура и селена, облегчающие обработку станками — автоматами, на которых осуществляется производство массовых деталей
- Нержавеющие, к ним относятся сплавы с высоким содержанием хрома и никеля. Концентрация углерода в таких сплавах минимальна.
Виды инструментальной стали
Стали инструментального назначени я имеют несколько разновидностей:
- Используемые в производстве режущих инструментов, к ним относятся некоторые виды углеродистой, легированной и быстрорежущей стали.
- Измерительные инструменты производятся из достаточно твёрдых сплавов, обладающих износоустойчивостью и способностью к сохранению постоянных размеров, чаще всего для этого используют закалённую и цементированную сталь.
- Для штамповой стали характерны твёрдость, термоустойчивость и прокаливаемость. Этот вид делится на подвиды, к которым относят валковые сплавы и стали для разнотемпературной обработки.
К сталям особого назначения относят марки сталей, которые применяются в конкретных производственных областях:
- электротехнические стали — из них производят магнитные провода;
- суперинвары — используют в производстве высокоточных приборов;
- жаростойкие — работают при температурах более 900 °C;
- жаропрочные — могут работать при высоких температурах в нагруженных состояниях.
Структура стали
Концентрация углерода в сплаве определяет не только свойства металла, но и его внутреннюю структуру. К примеру, мало- и среднеуглеродистые сплавы имеют структуру, состоящую из феррита и перлита. При увеличении доли углерода начинается формирование вторичного цементита. Легирование стали тоже меняет структуру сплава.

По структуре стали могут быть:
- перлитными — с низким содержанием легирующих добавок;
- мартенситными — стали, имеющие пониженную критическую скорость закалки и средний уровень содержания легирующих примесей;
- аустенитными — высоколегированные сплавы, применяемые в агрессивных средах.
Отожженные стали делятся на:
- доэвтектоидную сталь, с концентрацией углерода менее 0,8%;
- заэвтектоидную сталь, состоящую из перлита и цементита, применяют как инструментальную;
- карбидную (ледебуритную) — к ней относятся быстрорежущие стали;
- ферритную — высоколегированную сталь с низким содержанием углерода.
Способы изготовления стали и технологии
От технологии изготовления стали зависят структура этого сплава, его состав и свойства. Обычные стали производятся в мартеновских печах или конвертерах. Как правило, они насыщены значительным количеством неметаллических примесей.
Высококачественные сплавы производят с использованием электропечей. Особовысококачественные легированные стали, содержащие минимальное количество вредных примесей, производятся в процессе электрошлаковой переплавки.
При производстве сталей используют процесс раскисления, направленный на выведение кислорода из структуры сплава. От количества удалённого кислорода зависит, какие получаются стали: малораскисленные, совершенно раскисленные или полураскисленные. Их классифицируют, как кипящие, спокойные и полуспокойные.
Марки стали
Несмотря на то, что сталь однозначно признаётся самым востребованным сплавом железа, единая система маркировки её видов по настоящее время не сложилась. Наиболее проста и популярна буквенно-численная маркировка.
Качественные углеродистые стали маркируют с использованием литеры «У» и двузначным числовым значением (в сотых %) уровня углерода в их составе (У11).В марке обычных углеродистых сталей за буквой следует число, указывающее на количество углерода в десятых % — У8.
Литеры используются и в маркировке легированных сталей. Они указывают на основной элемент, применяемый для легирования. Идущая следом цифра показывает концентрацию данного элемента в составе стали. Перед литерой ставят цифру, соответствующую доле углерода в металле в сотых %.

Например, стоящая в конце марки высококачественного сплава буква «А» указывает на его качество. Эта же литера в середине марки уведомляет об основном элементе легирования, в данном случае им является азот. Литера в начале марки сообщает о том, что это автоматная сталь.
Литера «Ш» в конце маркировки, прописанная через дефис, говорит о том, что это особовысококачественный сплав. Качественные стали, не имеют в маркировке литер «А» и «Ш». Кроме того, существует дополнительная маркировка, указывающая на особые характеристики сталей. Так, например, магнитные сплавы отмечают литерой «Е», а электротехнические — «Э».
Буквенно-числовая маркировка, пожалуй, одна из самых простых и понятных для потребителя. Другие, более сложные, доступны только для специалистов.
, быстрорежущая)
Стали с высокими упругими свойствами находят широкое применение в машино- и приборостроении. В машиностроении их используют для изготовления рессор , амортизаторов , силовых пружин различного назначения, в приборостроении - для многочисленных упругих элементов: мембран, пружин, пластин реле , сильфонов , растяжек, подвесок.
Пружины, рессоры машин и упругие элементы приборов характеризуются многообразием форм, размеров, различными условиями работы. Особенность их работы состоит в том, что при больших статических, циклических или ударных нагрузках в них не допускается остаточная деформация. В связи с этим все пружинные сплавы, кроме механических свойств, характерных для всех конструкционных материалов (прочности, пластичности, вязкости, выносливости), должны обладать высоким сопротивлением малым пластическим деформациям. В условиях кратковременного статического нагружения сопротивление малым пластическим деформациям характеризуется пределом упругости, при длительном статическом или циклическом нагружении - релаксационной стойкостью .
История стали
Самые ранние известные образцы стали были обнаружены при раскопках в Анатолии (Турция). Им около 3800 лет, они датируются 1800 годом до нашей эры. Высокой репутацией в древности пользовалась индийская сталь. От индийской стали происходит средневековый булат , широко известный в Средней Азии и Восточной Европе . Сталь научились производить в конце эпохи Античности и в Западной Европе. По определённым показателям (упругость) именно из стали изготавливался испанский копис . Сталь позволила сделать акцент с колющего момента на режущий и перейти к сабле (через палаш). В эпоху Средневековья сталь широко применялась для изготовления холодного оружия (Романский меч , Мечи Ульфберта). На Ближнем Востоке была известна дамасская сталь , из которой ковался шамшир . В средневековой Японии из стали-Тамахаганэ изготавливались знаменитые катана , вакидзаси и танто . Существует версия, что японские мечи XI-XIII веков создавались из легированной стали с примесью молибдена . В Европе сталь позволила удлинить мечи, которые впоследствии эволюционировали в шпагу (в XV веке) и рапиру.
Технологию литой стали изобретает английский инженер Гентсман , однако в континентальную Европу она проникает лишь в начале XIX века (благодаря Круппу). Нарезная артиллерия с 1854 года изготовлялась из стали (Пушка Армстронга). В XX веке из стали начали изготовлять танковую броню . В армии Кайзеровской Германии времен Первой мировой войны появились стальные шлемы (Штальхельм)
Классификация сталей
Существует множество способов классификации сталей, таких как по назначению, по химическому составу, по качеству, по структуре.
По назначению стали делятся на множество категорий, таких как конструкционные стали, коррозионно стойкие (нержавеющие) стали, инструментальные стали, жаропрочные стали, криогенные стали.
По химическому составу стали делятся на углеродистые и легированные ; в том числе по содержанию углерода - на низкоуглеродистые (до 0,25 % С), среднеуглеродистые (0,3-0,55 % С) и высокоуглеродистые (0,6-2 % С); легированные стали по содержанию легирующих элементов делятся на низколегированные - до 4 % легирующих элементов, среднелегированные - до 11 % легирующих элементов и высоколегированные - свыше 11 % легирующих элементов.
Стали, в зависимости от способа их получения, содержат разное количество неметаллических включений . Содержание примесей лежит в основе классификации сталей по качеству: обыкновенного качества, качественные, высококачественные и особо высококачественные.
По структуре сталь разделяется на аустенитную , ферритную , мартенситную , бейнитную и перлитную . Если в структуре преобладают две и более фаз, то сталь разделяют на двухфазную и многофазную.
Характеристики стали
- Коэффициент линейного теплового расширения при температуре около 20 °C:
- Предел прочности стали при растяжении:
Способ производства
Суть процесса переработки чугуна на сталь состоит в уменьшении до нужной концентрации содержания углерода и вредных примесей - фосфора и серы, которые делают сталь хрупкой и ломкой. В зависимости от способа окисления углерода существуют различные способы переработки чугуна на сталь: конвертерный, мартеновский и электротермический.
Технология производства стали
Передельный или литейный чугун в расплавленном или твёрдом виде и железосодержащие изделия, полученные прямым восстановлением (губчатое железо), составляют вместе с металлическими отходами и ломом исходные материалы для производства стали. К этим материалам добавляются некоторые шлакообразующие добавки, такие как известь, плавиковый шпат, раскислители (например, ферромарганец, ферросилиций, алюминий) и различные легирующие элементы.
Процессы производства стали делятся на два основных способа, а именно: конвертерный процесс, в котором расплавленный передельный чугун в конвертере рафинируют от примесей, продувая его кислородом, и подовый процесс, для осуществления которого используются мартеновские или электрические печи.
Конвертерные процессы не требуют внешнего источника тепла. Они применяются в том случае, когда загрузка состоит главным образом из расплавленного передельного чугуна. Окисление некоторых элементов, присутствующих в чугуне (например, углерода, фосфора, кремния и марганца), обеспечивает достаточно тепла, чтобы удерживать сталь в жидком состоянии и даже переплавить добавленный лом. Эти процессы включают в себя такие, при которых чистый кислород вдувается в расплавленный металл (процессы Линца - Донавица: ЛД или ЛДАС, ОБМ, ОЛП, Калдо и другие), и такие процессы, ныне уже устаревшие, при которых используется воздух, иногда обогащённый кислородом (томасовский и бессемеровский процессы).
Подовые процессы, однако, требуют внешнего источника тепла. Они применяются, когда исходным материалом служит твёрдая шихта (например, отходы или лом, губчатое железо и твёрдый передельный чугун). Двумя основными процессами в этой категории являются мартеновский процесс, при котором нагрев осуществляется при сжигании мазута или газа, и сталеплавильные процессы в дуговых или индукционных печах, где нагрев осуществляется электричеством.
Для производства некоторых видов стали могут быть последовательно использованы два различных процесса (дуплекс-процесс). Например, процесс плавки может начаться в мартеновской печи, а закончиться в электропечи; или же сталь, расплавленная в электропечи, может быть слита в специальный конвертер, где обезуглероживание завершается путём вдувания кислорода и аргона в жидкую ванну (процесс, используемый, например, для производства коррозионностойкой стали).
Возникло много новых процессов производства сталей специального состава или со специальными свойствами. Эти процессы включают дуговой переплав в вакууме, электронно-лучевую плавку и электрошлаковый переплав. Во всех этих процессах сталь получается из переплавляемого электрода, который при плавлении начинает капать в кристаллизатор. Кристаллизатор может быть изготовлен цельным, или его днище может быть отъёмным для того, чтобы затвердевшую отливку можно было вынуть снизу.
Жидкая сталь, полученная вышеописанными процессами, с дальнейшим рафинированием или без него, сливается в ковш. На этом этапе в неё могут быть добавлены легирующие элементы или раскислители. Процесс также можно провести в вакууме, что обеспечивает снижение содержания газообразных примесей в стали. Стали, полученные этими процессами, подразделяются в соответствии с содержанием в них легирующих элементов на «нелегированные стали» и «легированные стали» (коррозионностойкие стали или другие виды). Далее они подразделяются в соответствии с их индивидуальными свойствами, например, на автоматную сталь, кремнистую электротехническую сталь, быстрорежущую сталь или кремнемарганцовистую сталь.
Кислородно-конвертерный способ получения стали
По этому способу окисления избыток углерода и других примесей чугуна окисляют кислородом, который продувают сквозь расплавленный чугун под давлением в специальных печах - конвертерах. Конвертер представляет собой грушевидную стальную печь, футерованную внутри огнеупорным кирпичом. Он может поворачиваться вокруг своей оси. Ёмкость конвертера 50-60 . Материалом его футеровки служит либо динас (в состав которого входят главным образом SiO 2 , имеющий кислотные свойства), либо доломитная масса (смесь CaO и MgO), которые получают из доломита MgCO 3 ·CaCO 3 . Эта масса имеет основные свойства. В зависимости от материала футеровки печи конвертерный способ разделяют на два вида: бессемеровский и томасовский.
Бессемеровский способ
Бессемеровским способом перерабатывают чугуны, содержащие мало фосфора и серы и богатые кремнием (не менее 2 %). При продувке кислорода сначала окисляется кремний с выделением значительного количества тепла. Вследствие этого начальная температура чугуна примерно с 1300 °C быстро поднимается до 1500-1600° С. Выгорание 1 % Si обусловливает повышение температуры на 200 °C. Около 1500 °C начинается интенсивное выгорание углерода. Вместе с ним интенсивно окисляется и железо, особенно к концу выгорания кремния и углерода:
- Si + O 2 = SiO 2
- 2 C + O 2 = 2 CO
- 2 Fe + O 2 = 2 FeO
Образующийся монооксид железа FeO хорошо растворяется в расплавленном чугуне и частично переходит в сталь, а частично реагирует с SiO 2 и в виде силиката железа FeSiO 3 переходит в шлак:
- FeO + SiO 2 = FeSiO 3
Фосфор полностью переходит из чугуна в сталь, так P 2 O 5 при избытке SiO 2 не может реагировать с основными оксидами, поскольку SiO 2 с последними реагирует более энергично. Поэтому фосфористые чугуны перерабатывать в сталь этим способом нельзя.
Все процессы в конвертере идут быстро - в течение 10-20 минут, так как кислород воздуха, продуваемый через чугун, реагирует с соответствующими веществами сразу по всему объёму металла. При продувке воздухом, обогащённым кислородом, процессы ускоряются. Монооксид углерода CO, образующийся при выгорании углерода, в виде пузырьков газа поднимается вверх, сгорая над поверхностью расплава с образованием над горловиной конвертера факел светлого пламени, который по мере выгорания углерода уменьшается, а затем совсем исчезает, что и служит признаком окончания процесса. Получаемая при этом сталь содержит значительные количества растворённого монооксида железа FeO, который сильно снижает качество стали. Поэтому перед разливкой сталь надо обязательно раскислить с помощью различных раскислителей - ферросилиция, ферромарганца или алюминия:
- 2 FeO + Si = 2 Fe + SiO 2
- FeO + Mn = Fe + MnO
- 3 FeO + 2Al = 3 Fe + Al 2 O 3
Монооксид марганца MnO как основной оксид реагирует с SiO 2 и образует силикат марганца MnSiO 3 , который переходит в шлак. Оксид алюминия как нерастворимое при этих условиях вещество тоже всплывает наверх и переходит в шлак. Несмотря на простоту и высокую продуктивность, бессемеровский способ теперь не слишком распространён, поскольку он имеет ряд существенных недостатков. Так, чугун для бессемеровского способа должен быть с наименьшим содержанием фосфора и серы, что далеко не всегда возможно. При этом способе происходит очень большое выгорание металла, и выход стали составляет лишь 90 % от массы чугуна, а также расходуется много раскислителей. Серьёзным недостатком является невозможность регулирования химического состава стали.
Бессемеровская сталь содержит обычно менее 0,2 % углерода и используется как техническое железо для производства проволоки, болтов, кровельного железа и т. п.
В настоящее время этот процесс является устаревшим.
Томасовский способ
Томасовским способом перерабатывают чугун с большим содержанием фосфора (более 2 %). Основное отличие этого способа от бессемеровского заключается в том, что футеровку конвертера делают из оксидов магния и кальция. Кроме того, к чугуну добавляют ещё до 15 % CaO. Вследствие этого шлакообразующие вещества содержат значительный избыток оксидов с основными свойствами.
В этих условиях фосфатный ангидрид P 2 O 5 , который возникает при сгорании фосфора, взаимодействует с избытком CaO с образованием фосфата кальция, переходит в шлак:
- 4 P + 5 O 2 = 2 P 2 O 5
- P 2 O 5 + 3 CaO = Ca 3 (PO 4) 2
Реакция горения фосфора является одним из главных источников тепла при этом способе. При сгорании 1 % фосфора температура конвертера поднимается на 150 °C. Сера выделяется в шлак в виде нерастворимого в расплавленной стали сульфида кальция CaS, который образуется в результате взаимодействия растворимого FeS с CaO по реакции
- FeS + CaO = FeO + CaS
Все последние процессы происходят так же, как и при бессемеровском способе. Недостатки Томасовского способа такие же, как и бессемеровского. Томасовская сталь также малоуглеродная и используется как техническое железо для производства проволоки, кровельного железа и т. п.
В СССР Томасовский способ применяли для переработки фосфористого чугуна с керченского бурого железняка. Получаемый при этом шлак содержит до 20 % P 2 O 5 . Его размалывают и применяют как фосфорное удобрение на кислых почвах.
Метод является устаревшим и в настоящее время практически вытеснен из производства.
Мартеновская печь
Мартеновский способ отличается от конвертерного тем, что выжигание избытка углерода в чугуне происходит не только за счёт кислорода воздуха, но и кислорода оксидов железа, которые добавляются в виде железной руды и ржавого железного лома.
Мартеновская печь состоит из плавильной ванны, перекрытой сводом из огнеупорного кирпича, и особых камер регенераторов для предварительного подогрева воздуха и горючего газа. Регенераторы заполнены насадкой из огнеупорного кирпича. Когда первые два регенератора нагреваются печными газами, горючий газ и воздух вдуваются в печь через раскаленные третий и четвёртый регенераторы. Через некоторое время, когда первые два регенератора нагреваются, поток газов направляют в противоположном направлении и т. д.
Плавильные ванны мощных мартеновских печей имеют длину до 16 м, ширину до 6 м и высоту более 1 м. Вместимость таких ванн достигает 500 т стали. В плавильную ванну загружают железный лом и железную руду. К шихте добавляют также известняк как флюс. Температура печи поддерживается при 1600-1700 °C и выше. Выгорания углерода и примесей чугуна в первый период плавки происходит главным образом за счёт избытка кислорода в горючей смеси с теми же реакциями, что и в конвертере, а когда над расплавленным чугуном образуется слой шлака - за счёт оксидов железа:
- 4 Fe 2 O 3 + 6 Si = 8 Fe + 6 SiO 2
- 2 Fe 2 O 3 + 6 Mn = 4 Fe + 6 MnO
- Fe 2 O 3 + 3 C = 2 Fe + 3 CO
- 5 Fe 2 O 3 + 2 P = 10 FeO + P 2 O 5
- FeO + С = Fe + CO
Вследствие взаимодействия основных и кислотных оксидов образуются силикаты и фосфаты, которые переходят в шлак. Сера тоже переходит в шлак в виде сульфида кальция:
- MnO + SiO 2 = MnSiO 3
- 3 CaO + P 2 O 5 = Ca 3 (PO 4) 2
- FeS + CaO = FeO + CaS
Мартеновские печи, как и конвертеры, работают периодически. После разливки стали печь снова загружают шихтой и т. д. Процесс переработки чугуна в сталь в мартенах происходит относительно медленно в течение 6-7 часов. В отличие от конвертера, в мартенах можно легко регулировать химический состав стали, добавляя к чугуну железный лом и руду в той или иной пропорции. Перед окончанием плавки нагрев печи прекращают, сливают шлак, а затем добавляют раскислители. В мартенах можно получать и легированную сталь. Для этого в конце плавки добавляют к стали соответствующие металлы или сплавы.
В настоящее время работающие мартеновские печи сохранились только в России, Украине и Индии.
Электротермический способ
Электротермический способ имеет перед мартеновским и особенно конвертерным целый ряд преимуществ. Этот способ позволяет получать сталь очень высокого качества и точно регулировать её химический состав. Доступ воздуха в электропечь незначительный, поэтому значительно меньше образуется монооксида железа FeO, загрязняющего сталь и снижающего её свойства. Температура в электропечи - не ниже 1650 °C. Это позволяет проводить плавку стали на основных шлаках (которые трудно плавятся), при которой полнее удаляется фосфор и сера. Кроме того, благодаря очень высокой температуре в электропечах можно легировать сталь тугоплавкими металлами - молибденом и вольфрамом. Но в электропечах расходуется очень много электроэнергии - до 800 кВт·ч на 1 т стали. Поэтому этот способ применяют только для получения высококачественной спецстали.
Электропечи бывают разной ёмкости - от 0,5 до 180 т. Футеровку печи выполняют обычно из периклазо-углеродистого огнеупора, а свод печи из магнезито-хромитового огнеупора. Состав шихты может быть разный. Иногда она состоит на 90 % из железного лома и на 10 % из чугуна, иногда в ней преобладает чугун с добавками в определённой пропорции железной руды и железного лома. К шихте добавляют также известняк или известь как флюс . Химические процессы при выплавке стали в электропечах те же, что и в мартенах.
Свойства стали
Физические свойства
- плотность ρ ≈ 7,86 г/см 3 ; коэффициент линейного теплового расширения α = (11…13)·10 −6 K −1 ;
- коэффициент теплопроводности k = 58 Вт/(м·K);
- модуль Юнга E = 210 ГПа;
- модуль сдвига G = 80 ГПа;
- коэффициент Пуассона ν = 0,28…0,30;
- удельное электросопротивление (20 °C, 0,37-0,42 % углерода) = 1,71·10 −7 Ом·м.
Зависимость свойств от состава и структуры
Свойства сталей зависят от их состава и структуры, которые формируются присутствием и процентным содержанием следующих составляющих:
Стали содержат до 2,14 % углерода. Фундаментом науки о стали как сплава железа с углеродом является диаграмма состояния сплавов железо-углерод - графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры. Для улучшения механических и других характеристик сталей применяют легирование. Главная цель легирования подавляющего большинства сталей - повышение прочности за счет растворения легирующих элементов в феррите и аустените, образования карбидов и увеличения прокаливаемости. Кроме того, легирующие элементы могут повышать устойчивость против коррозии, термостойкость, жаропрочность и др. Такие элементы, как хром, марганец, молибден, вольфрам, ванадий, титан образуют карбиды, а никель, кремний, медь, алюминий карбидов не образуют. Кроме того, легирующие элементы уменьшают критическую скорость охлаждения при закалке, что необходимо учитывать при назначении режимов закалки (температуры нагрева и среды для охлаждения). При значительном количестве легирующих элементов может существенно измениться структура, что приводит к образованию новых структурных классов по сравнению с углеродистыми сталями.
Обработка стали
Виды термообработки
Сталь в исходном состоянии достаточно пластична, её можно обрабатывать путём деформирования (давления): ковать, вальцевать, штамповать. Характерной особенностью стали является её способность существенно изменять свои механические свойства после термической обработки, сущность которой заключается в изменении структуры стали при нагреве, выдержке и охлаждении, согласно специальному режиму. Различают следующие виды термической обработки:
- отжиг;
- нормализация;
- закалка;
- отпуск.
Чем богаче сталь на углерод, тем она твёрже после закалки. Сталь с содержанием углерода до 0,3 % (техническое железо) практически закаливанию не поддаётся.
Химико-термическая обработка сталей
Химико-термическая обработка сталей в дополнение к изменениям в структуре стали также приводит к изменению химического состава поверхностного слоя путём добавления различных химических веществ до определённой глубины поверхностного слоя. Эти процедуры требуют использования контролируемых систем нагрева и охлаждения в специальных средах. Среди наиболее распространённых целей, относящихся при использовании этих технологий, является повышение твёрдости поверхности при высокой вязкости сердцевины, уменьшение сил трения, повышение износостойкости, повышение устойчивости к усталости и улучшение коррозионной стойкости. К этим методам относятся:
- Цементация (C) увеличивает твёрдость поверхности мягкой стали из-за увеличения концентрации углерода в поверхностных слоях.
- Азотирование (N), как и цементация, увеличивает поверхностную твёрдость и износостойкость стали.
- Цианирование и нитроцементация (N + C) - это процесс одновременного насыщения поверхности сталей углеродом и азотом. При цианировании используют расплавы солей, имеющих в своем составе группу NaCN, а при нитроцементации - смесь аммиака с газами, которые имеют в составе углерод (СО, СН 4 и др.). После цианирования и нитроцементации проводят закаливание и низкий отпуск.
- Сульфатирование (S) - насыщение поверхности серой улучшает приработку трущихся поверхностей деталей, уменьшается коэффициент трения.
Разновидности некоторых сталей
| Марки стали | Термообработка | Твёрдость (сердцевина-поверхность) |
|---|---|---|
| 35 | нормализация | 163-192 HB |
| 40 | улучшение | 192-228 HB |
| 45 | нормализация | 179-207 HB |
| 45 | улучшение | 235-262 HB |
| 55 | закалка и высокий отпуск | 212-248 HB |
| 60 | закалка и высокий отпуск | 217-255 HB |
| 70 | закалка и высокий отпуск | 229-269 HB |
| 80 | закалка и высокий отпуск | 269-302 HB |
| У9 | отжиг | 192 HB |
| У9 | закалка | 50-58 HRC |
| У10 | отжиг | 197 HB |
| У10 | закалка | 62-63 HRC |
| 40Х | улучшение | 235-262 HB |
| 40Х | улучшение+закалка токами выс. частоты | 45-50 HRC; 269-302 HB |
| 40ХН | улучшение | 235-262 HB |
| 40ХН | 48-53 HRC; 269-302 HB | |
| 35ХМ | улучшение | 235-262 HB |
| 35ХМ | улучшение+закалка токами выс. частоты | 48-53 HRC; 269-302 HB |
| 35Л | нормализация | 163-207 HB |
| 40Л | нормализация | 147 HB |
| 40ГЛ | улучшение | 235-262 HB |
| 45Л | улучшение | 207-235 HB |
Производство стали
Производство стали в мире
Мировым лидером в производстве стали является Китай, доля которого по итогам 2017 года составила 49 %.
Всего в мире в 2015 году было выплавлено 1 620 млн тонн стали, в 2017 году объём мирового производства составил 1 691,2 млн тонн .
В десятку стран-лидеров по выплавке стали вошли :
| Страна | Выплавка в 2017 году, млн тонн |
|---|---|
| Китай | 831,7 |
| Япония | 104,7 |
| Индия | 101,4 |
| США | 81,6 |
| Россия | 71,3 |
| Южная Корея | 71,1 |
| Германия | 43,6 |
| Турция | 37,5 |
| Бразилия | 34,4 |
| Италия | 24,0 |
Производство стали по континентам и регионам распределяется следующим образом:
| Регионы мира | 2011 год | 2017 год |
|---|---|---|
| Азия | 954 190 | 1 162 500 |
| Европейский союз (27) | 177 431 | 168 700 |
| Северная Америка | 118 927 | 116 000 |
| СНГ (6) | 112 434 | 102 100 |
| Южная Америка | 48 357 | 43 700 |
| Прочая Европа | 37 181 | |
| Ближний Восток | 20 325 | |
| Африка | 13 966 | |
| Океания | 7 248 | |
| Всего в мире | 1 490 060 | 1 691 200 |
2008 год
В 2008 году в мире было произведено 1 млрд 329,7 млн тонн стали, что на 1,2 % меньше, чем в 2007 г. Это стало первым сокращением годового объёма производства за последние 11 лет.
2009 год
По итогам первых шести месяцев 2009 года производство стали в 66 странах мира, доля которых в мировой сталелитейной отрасли составляет не менее 98 %, сократилось по сравнению с аналогичным периодом предыдущего года на 21,3 % - с 698,2 млн тонн до 549,3 млн тонн (статистика World Steel Association).
Китай увеличил производство стали относительно аналогичного периода 2008 года на 1,2 % - до 266,6 млн тонн, в Индии производство стали возросло на 1,3 % - до 27,6 млн тонн.
В США производство стали упало на 51,5 %, в Японии - на 40,7 %, в Южной Корее - на 17,3 %, в Германии - на 43,5 %, в Италии - на 42,8 %, во Франции - на 41,5 %, в Великобритании - на 41,8 %, в Бразилии - на 39,5 %, в России - на 30,2 %, в Украине - на 38,8 %.
В июне 2009 г. производство стали в мире составило 99,8 млн тонн, что на 4,1 % больше, чем в мае 2009 года.
Рейтинг ведущих мировых производителей стали
По данным Metal Bulletin’s Top Steelmakers of 2007 производство стали по компаниям производителям составило (в млн тонн):
| 2007 | 2006 | Производитель | Страна | Производство в 2007 году | Производство в 2006 году |
|---|---|---|---|---|---|
| 1 | 1&2 | ArcelorMittal | Люксембург | 116,40 | 117.98 |
| 2 | 3 | Nippon Steel | Япония | 34,50 | 33,70 |
| 3 | 4 | JFE Steel | Япония | 33.80 | 31.83 |
| 4 | 5 | POSCO | Ю. Корея | 32,78 | 31,20 |
| 5 | 6 | Shanghai Baosteel | Китай | 28,58 | 22,53 |
| 6 | 51 | Tata Steel | Индия | 26,52 | 23,95 |
| 7 | 17 | Jiangsu Shagang | Китай | 22,89 | 14,63 |
| 8 | 9 | Tangshang | Китай | 22,75 | 19,06 |
| 9 | 7 | US Steel | США | 20,54 | 21,25 |
| 10 | 18 | Wuhan | Китай | 20.19 | 13.76 |
| 11 | 8 | Nucor | США | 20,04 | 20,31 |
| 12 | 11 | Riva | Италия | 17,91 | 18,19 |
| 13 | 15 | Gerdau Group | Бразилия | 17,90 | 15,57 |
| 14 | 13 | ThyssenKrupp | Германия | 17,02 | 16,80 |
| 15 | 12 | Северсталь | Россия | 16,75 | 17,60 |
| 16 | 14 | Евраз | Россия | 16,30 | 16,10 |
| 17 | 16 |
В жизни мы постоянно сталкиваемся со сплавами, самый распространенный из которых сталь. Поэтому нет ничего удивительно, что у кого-нибудь да возникнет вопрос о том, как делают сталь?
Сталь – это один из сплавов железа и углерода, получивший широчайшее распространение в повседневной жизни. Процесс производства стали многоступенчатый и состоит из нескольких этапов: добыча и обогащение руды, получение агломерата, производства чугуна и выплавка стали.
Руда и агломерат
Месторождения руд позволяют добывать как богатые, так и бедные породы. Богатую руду можно сразу использовать как производственное сырье. Чтобы можно было выплавлять и бедную руду, ее необходимо обогатить, то есть увеличить в ней содержание чистого металла. Для этого руду измельчают и, применяя различные технологии, отделяют частицы, богатые соединениями металла. Например, для железных руд применяют магнитную сепарацию – воздействие магнитным полем на исходное сырье с целью отделение частиц богатых железом.
Получается низкодисперсионный концентрат, который спекают в более крупные куски. Результат обжига железных руд и есть агломерат. Виды агломератов получили название по основному сырью, входящему в их состав. В нашем случае это железорудный агломерат. Теперь, чтобы понять, как делают сталь, необходимо проследить дальнейший технологический процесс.
Производство чугуна.
Чугун выплавляют в доменных печах, которые функционируют по принципу противотока. Загрузка агломерата, кокса и другого шихтового материала осуществляется сверху. Снизу вверх, навстречу этим материалам, поднимаются потоки раскаленного газа от сгорания кокса. Начинается череда химических процессов, в результате чего происходит восстановление железа и насыщение его углеродом. Температурный режим при этом сохраняется в районе 400-500 градусов Цельсия. В нижних частях печи, куда постепенно опускается восстановленное железо, температура увеличивается до 900-950 градусов. Образуется жидкий сплав железа с углеродом – чугун. К основным химическим характеристикам чугуна относятся: содержание углерода более 2,14 %, обязательное наличие в составе серы, кремния, фосфора и марганца. Чугун отличается повышенной хрупкостью.
Выплавка стали.
Теперь мы приблизились к последнему этапу, позволяющему узнать, как делают сталь. В химическом плане сталь отличается от чугуна пониженным содержанием углерода; соответственно, основная задача производственного процесса – уменьшить содержание углерода и других примесей в основном сплаве железа. Для производства стали используют мартеновские печи, кислородные конвертеры или электропечи.
По различным технологиям расплавленный чугун продувается кислородом при очень высоких температурах. Происходит обратный процесс – окисление железа на уровне примесей, входящих в сплав. Полученный шлак в дальнейшем убирается. В результате продувки кислородом понижается содержание углерода и происходит преобразование чугуна в сталь.
В сталь могут добавляться легирующие элементы, изменяющие свойства материала. Поэтому сталью считается сплав железо-углерод с содержанием железа не менее 45 %.
Вышеописанные процессы разъяснили, как делают сталь, из каких материалов и с применением каких технологий.
0Сравнивая химический состав чугуна и стали, видим, что чугун содержит больше примесей, главным образом углерода, кремния, марганца, серы и фосфора. Отсюда следует, что процессы получения стали из чугуна сводятся к понижению количества входящих в состав чугуна примесей. Ниже приводится химический состав одного из чугунов и параллельно состав полученной из него стали. Уменьшения количества примесей в чугуне достигают посредством окислительных процессов.
Таким образом, если примеси получили доступ в состав чугуна вследствие реакций восстановительного характера, то удаление их следует производить посредством реакций окислительных: например, марганец получил доступ в чугун в результате реакции
Для осуществления подобных окислительных реакций необходимо наличие окислов железа в расплавленном металле и соответствующей температуры.
Из чугуна сталь можно получить в тестообразном и жидком состоянии.
Существуют два способа передела чугуна в сталь в тестообразном состоянии: кричный и пудлинговый; первый является наиболее старым и в настоящее время не применяется.
Кричный процесс. Сущность кричного способа переработки чугуна заключается в том, что чугун расплавляют и перемешивают в горне со шлаками, богатыми окислами железа; под действием кислорода шлаков и дутья углерод, кремний и марганец выгорают.
Вследствие уменьшения примесей температура плавления металлической массы повышается и она густеет. Осевшую на поду горна металлическую массу выворачивают и подвергают вторичному плавлению. В результате на дне горна получается ком из спекшихся зерен железа, называемый крицей. Крицу извлекают из горна и проковывают для придания ей требуемой формы и отжатия застрявшего в порах жидкого железистого шлака.
Пудлинговый процесс. Пудлинговый способ передела чугуна в сталь является наиболее старым после кричного. Сущность зтого способа заключается в том, что чугун расплавляют в отражательных печах, подина которых изготовлена из шлаков, богатых окислами железа. В результате воздействия окислов железа и кислорода, содержащегося в печных газах, углерод и другие примеси выгорают из чугуна.
Важным отличием пудлингового процесса от кричного является то, что в пудлинговом процессе топливо сжигается в отдельной топке, не смешиваясь с металлом, и потому чистота топлива не имеет решающего значения.
Пудлинговый процесс изобретен в конце XVIII в. и был до второй половины XIX в. почти единственным способом переработки чугуна в заводском масштабе. В настоящее время пудлинговый способ вытеснен конвертерным и способом производства литой стали в пламенных регенераторных печах.
Схема устройства пудлинговой печи показана на фиг. 13.

Чугун вместе со шлаками, богатыми окислами железа (12 - 20% SiO 2 . 50 - 60% FeO, 5 - 20% Fe 2 O 3), загружают в окно 4.
Печь обогревается за счет сгорания топлива, загружаемого на колосниковую решетку 1 через окно 2. Чугун плавится, и содержащиеся в нем примеси вступают в соединение с кислородом железных окислов и топочных газов.
Образующаяся в результате окисления углерода окись углерода улетучивается вместе с продуктами горения и удаляется из печи по дымоходу 5, а продукты окисления железа, кремния, марганца и фосфора (FeO, Si0 2 , MnO и Р 2 0 5) образуют шлак пудлинговой печи.
Находящийся в ванне 3 чугун для ускорения процесса окисления входящих в него примесей перемешивают.
Так как температура плавления железа близка к 1500°, а температура плавления чугуна 1150-1250° и так как в пудлинговой печи температуру нельзя поднять выше 1300-1400°, то металлическая масса по мере хода процесса пудлингования, становясь более тугоплавкой, начинает густеть и из нее начинают выпадать на подину зерна металла. Готовый продукт находится в тесто- образном состоянии и может быть извлечен из печи в виде кома спекшихся зерен железа, пропитанного шлаками; этот ком носит название крицы. Для удаления шлаков крицу обжимают под прессом или подвергают проковке.
Пудлинговые печи невелики: длина ванны около 2 м, ширина - около 1,5 ж; суточная производительность 5-10
Продолжительность процесса пудлингования 1 1 / 2 -2 1 / 2 часа. Угар металла при пудлинговании, слагающийся из потерь углерода в виде газообразного окисла и компонентов чугуна Si, Мn и Р и отчасти Fe в виде окислов в шлаке, составляет от 6 до 15%. Расход топлива - от 80 до 120% веса готового металла, в печах без регенерации; в печах регенераторных - 50-60%.
и последующего растворения восстановленного марганца в железе, а удаление его из чугуна вызывается реакцией
Полученная путем пудлингования сталь не содержит растворенного кислорода (в виде FeO), примесь которого сильно ухудшает механические качества стали, сообщая ей хрупкость; в этом отношении пудлинговая сталь выгодно отличается от литой стали, получаемой конвертерными и другими способами.
Однако отличительной чертой пудлинговой стали является загрязненность ее неметаллическими включениями из богатых окислами железа шлаков.
Наличие шлаков в стали снижает ее механические качества; чем больше загрязнение шлаком, тем качество металла ниже; однако шлаковые включения в хорошо обжатой пудлинговой стали, вытягиваясь при обжимке криц вдоль волокон металла, не оказывают вредного влияния на его механические качества (особенно вдоль волокон).
Кроме отсутствия растворенного кислорода, в пудлинговой стали отсутствуют и другие недостатки, неизбежные при получении слитков из жидкого металла, - пузыри, трещины и усадочные раковины.
Так как пудлинговую сталь для возможно полного удаления шлаков подвергают вытягиванию в полосы с последующей многократной сваркой, то ее называют сварочной.
Высокие качества сварочной стали заставили искать способов к увеличению производительности пудлинговых печей и механизации работы на них.
На фиг. 14 показана вращающаяся пудлинговя печь, обогреваемая печью 1.

Боровок 3 состоит из двух частей - подвижной, подвешенной (примыкающей к барабану 2) и неподвижной, соединенной с дымовой трубой. Загрузку печи производят со стороны борова, для чего подвижную часть его отводят в сторону. При таком устройстве печи ручное перемешивание металла заменяют механическим - перемешивание здесь производится вращением барабана.
Производительность таких печей достигает 16 т в сутки.
С 1930 г. начали применять новый способ получения сварочного железа, заключающийся в следующем:
1) жидкий чугун, расплавленный в вагранке или взятый непосредственно из доменной печи, продувают в бессемеровском конвертере до мягкого металла;
последний медленно выливают в ванну с жидким шлаком состава: 70-75% FeO; 5-10% Fe 2 O 3 ; около 2% МnО; 10- 12% SiO 2 ; около 2% Р 2 O 5 ; около 2% Аl 2 O 3 ; около 2% (CaO+MgO). Температура металла- 1600°, температура шлака ~ 1300°. Объем металла в 6-8 раз меньше объема шлака;
2) соприкасаясь со шлаком, металл охлаждается; одновременно вследствие присутствия в шлаке окислов железа происходит выгорание оставшихся в металле примесей (например, количество углерода снижается до 0,02%);
3) в результате выгорания примесей и охлаждения происходит «вымораживание» (выпадание) кристаллов почти чистого железа;
4) застывший на дне ванны металл извлекают и обжимают под прессом. Вес криц достигает 2,5 т и более.
Таким образом оказывается разрешенным вопрос получения сварочного железа в тестообразном состоянии
механизированным способом в больших количествах и в виде крупных кусков.
Сталь в жидком состоянии получают методом продувки в конвертерах и путем плавки в пламенных, тигельных и электрических печах.
Производство стали в конвертерах
Увеличение потребности в металле и малая производительность пудлинговых печей заставляли искать способы ускорения процесса получения стали.
В 1856 г. англичанин Бессемер взял патент на получение стали из чугуна посредством продувания воздуха через расплавленный чугун.
Сущность бессемеровского процесса заключается в том, что струя воздуха, которой продувают через расплавленный чугун, окисляет входящие в него примеси. Происходящие при бессемеровании чугуна окислительные реакции сопровождаются выделением столь значительного количества тепла, что чугун не только не охлаждается, но его температура поднимается выше температуры плавления стали, и последняя получается в жидком состоянии. Наибольшее количество тепла выделяется при окислении кремния; поэтому чугун для бессемерования должен содержать достаточное количество кремния (больше 1%).
Бессемеровский конвертер - аппарат для получения стали бессемеровским процессом - представляет собой вращающийся сосуд грушевидной формы (фиг. 15.)

Кожух конвертера сделан из железа толщиной от 10 до 30 мм, а внутренняя полость выложена динасовым кирпичом, содержащим 93-97% Si0. 2 . Толщина огнеупорной футеровки около 300 мм. Воздух вдувают через отверстия 1, сделанные в днище конвертера; снизу воздушные отверстия входят в коробку. Газообразные продукты процесса удаляют через горловину конвертера 2; через нее же вливают в конвертер чугун и выливают готовый продукт.
Полезная емкость конвертера достигает 50 т. Внутренний диаметр конвертера d подсчитывают по формуле

где Т - полезная емкость конвертера в т.
Высоту рабочего пространства (от днища до центра горловины) берут от 1,75 до 2d. Число отверстий в днище достигает 300; диаметр отверстий 10-20 мм.
Количество воздуха, продуваемого через конвертер, составляет от 300 до 360 м 3 на 1 т залитого в конвертер чугуна; давление дутья в бессемеровских конвертерах составляет обычно 2-2,5 am.
В сутки на конвертере средней емкости можно провести до 40 плавок.
На фиг. 16 показано положение бессемеровского конвертера при наполнении чугуном.

Перед продувкой конвертер приводят в положение, показанное на фиг. 16, и наполняют чугуном при температуре около 1300°. Слой металла не рекомендуют делать глубже 0,5 м.
Воздух начинают продувать, когда конвертер находится в наклонном положении; таким образом, непосредственно после пуска воздух только скользит над чугуном и вдувается лишь для предохранения воздушных каналов от закупоривания жидким чугуном. Затем конвертер приводят в рабочее положение, показанное на фиг. 15, и воздух начинает проходить через всю толщину залитого в конвертер чугуна.
В первый период применения бессемеровского процесса получаемый по этому способу продукт не всегда бывал хорошего качества.
Причиной этого было то обстоятельство, что процесс не основывался на химическом анализе и проводился без достаточно научных оснований.
Спустя некоторое время было замечено, что лучшие результаты получаются при переработке чугунов серых, т. е. содержащих много кремния.
Кроме того, в первый период применения бессемеровского способа опыт показал, что исключительно хороший продукт получается при плавке шведских чугунов, содержащих весьма мало серы и фосфора.
Наконец, было установлено, что на качество продукта в сильной степени и в положительную сторону влияет присадка в конце плавки чугуна, содержащего много марганца.
Таким образом, постепенно накопился опыт, в результате которого обеспечивалась возможность получения путем бессемерования вполне доброкачественного продукта.
Процесс переработки чугуна в бессемеровском конвертере распадается на три периода.
Первый период - период искр.
Искры появляются вследствие механического действия дутья на расплавленный чугун, капли которого увлекаются дутьем, одновременно окисляясь с поверхности. Углерод, вступая в реакцию с кислородом, сгорает, превращаясь в углекислый газ, и при этом взрывает каплю чугуна.
В этот период в конвертере проходят следующие реакции:
1) горение железа по уравнению

и растворение закиси железа в жидком металле;
2) выгорание кремния; кремний сгорает под действием кислорода воздуха, раскисляя железо; продукты окисления кремния не растворяются в металле и уходят в шлак; в этот период протекают следующие реакции:
3) выгорание марганца; марганец сгорает, образуя закись марганца, уходящую в шлак; протекают следующие реакции:

Все указанные выше реакции протекают с выделением тепла, вследствие чего в этот период плавки температура непрерывно повышается. Продолжительность первого периода 3-4 мин.
Второй период - период яркого пламени. В реакцию начинает вступать углерод. Углерод сгорает, образуя окись углерода и углекислый газ. Эти реакции выражаются уравнениями

продолжается также реакция

поэтому возникает взаимодействие углерода с закисью железа по реакции с поглощением тепла
Горение углерода сопровождается вырывающимся из горловины конвертера пламенем.
К концу выгорания углерода температура металла достигает 1600-1650°. Продолжительность второго периода 9- 16 мин.
Третий период. С уменьшением в составе чугуна углерода в результате усилившегося горения железа появляется бурый дым, представляющий собой пары окислов железа. Наличие бурого дыма показывает, что входящие в состав чугуна примеси почти исчезли и что кислород проходящего через конвертер воздуха соединяется с железом. Третий период самый короткий - продолжается около 1 мин. и может возникать лишь при продувке на очень мягкие марки стали.
Об изменении состава чугуна во время хода процесса можно судить на основании анализа проб, взятых из конвертера через определенные промежутки времени, но это сопряжено с повалкой конвертера и производится иногда лишь в исследовательских целях.
В случае нормального хода процесса и при определенном составе перерабатываемого чугуна об окончании процесса можно судить по времени продувки и по внешним признакам, например, по характеру пламени и дыма, выходящих из конвертера.
Характерен цвет шлака. При достаточном обезуглероживании стали (до 0,1% С) шлак бессемеровского процесса имеет бурую поверхность и оливковозеленый излом; желтая поверхность шлака, а в изломе светлозеленая, говорит о том, что металл еще недостаточно обезуглерожен.
О ходе процесса можно также судить наблюдая через спектроскоп характер пламени, вырывающегося из конвертера; по линиям спектра можно определить момент надлежащего обезуглероживания металла. В последнее время для контроля степени обезуглероживания по ходу процесса продувки применяют приборы, основанные на принципе фотоэлемента.
Чем больше нужно оставить в стали углерода, тем раньше прерывается второй период.
Продолжительность хорошо организованного процесса продувки составляет около 10-15-мин.
Сталь после продувки содержит некоторое количество закиси железа. Присутствие закиси железа влияет на механические качества стали отрицательно: сталь делается красноломкой, т. е. плохо обрабатывается в горячем состоянии.
Для удаления из раствора стали закиси железа к продутому металлу добавляют некоторое количество специального чугуна, содержащего значительное количество марганца (ферромарганец), а иногда, кроме этого, специальный сплав, с высоким содержанием кремния (ферросилиций). Эта операция называется раскислением.
Прибавление к расплавленной стали феромарганца вызывает реакцию
Полученная в результате этой реакции слабо растворимая в металле закись марганца переходит в шлак.
Тот же результат дает и прибавление ферросилиция:
Образовавшаяся кремнекислота SiO 2 переходит в шлак. Подобный же результат может дать и присадка алюминия:
Образовавшийся глинозем Аl 2 O 3 переходит в шлак.
Чем лучше раскислен металл, тем выше его механические качества.
На фиг. 17 дан пример изменения состава металла во время бессемерования; первоначальный состав чугуна-3,5% С, 1,60%Si, 0,5%Мn и 93,75% Fe, а в конце третьего периода- 0,3% С, 0,1%Si, менее 0,1%Мn, 99,5% Fe.

Расплавленная сталь способна поглощать газы. Наличие растворенных в металле газов СО, N 2 и Н 2 влияет отрицательно на механические качества металла.
Присадкой алюминия и кремния можно достигнуть получения совершенно беспузыристой стали. Хорошим раскислителем стали является титан, вводимый в сталь в виде сильно углеродистого ферротитана, содержащего около 15% титана. Металл, раскисленный титаном, обладает высокими механическими качествами.
Марганцевая присадка, кроме действия ее в качестве раскислителя, способствует также удалению серы. Происходящая при этом реакция выражается уравнением
Как было указано выше, MnS почти не растворяется в жидком металле и уходит в шлак.
Угар металла в процессе бессемерования достигает 7-12%.
Для получения нужного количества углерода в продукте процесс либо прекращается именно в тот момент, когда это количество получается в ванне вследствие выгорания углерода, либо обезуглероживание чугуна доводят до конца, а затем для получения нужного количества углерода в конвертер вводят соответствующее количество чугуна, и таким образом получают нужное содержание углерода в металле.
Последний способ сложнее, но зато надежнее, так как при быстром ходе процесса бессемерования трудно уловить надлежащий момент прекращения процесса.
В связи с особенностями химического состава перерабатываемого чугуна, температуры его заливки в конвертер и других условий исторически сложились различные типы процесса, известные под названием русского, шведского, английского, американского и немецкого.
Русский способ был впервые применен Д. К. Черновым и К. П. Поленовым. Этот способ дает возможность перерабатывать в сталь бессемеровским процессом малокремнистые чугуны. Сущность способа заключается в том, что недостаток кремния, являющегося горючим в ходе процесса, восполняется высоким перегревом чугуна перед заливкой его в конвертер.
Д. К. Чернов перегревал чугуны в вагранке, К. П. Поленов - в отражательной печи.
При бессемеровании фосфор не удаляется из чугуна, так как при наличии в бессемеровском шлаке свободного кремнезема SiO, пятиокись фосфора Р 2 O 5 не удержится в шлаке, так как фосфор, восстанавливаемый углеродом, кремнием, марганцем или железом, перейдет снова в металл.
Малое бессемерование. Особую разновидность конвертерного способа производства стали составляет так называемое малое бессемерование. Отличительной особенностью этого процесса является способ подвода дутья-не снизу, как в бессемеровских и томасовских конвертерах, а сбоку, на уровне поверхности раздела металл-шлак. При таком способе подвода дутья в полости конвертера над металлом имеется неиспользованный кислород, вследствие чего выделяющаяся из ванны СО сжигается в конвертере в С02 с выделением большого количества тепла. Поэтому при боковом дутье получается металл со значительно более высокой температурой, чем в конвертерах с нижним дутьем. Такой горячий металл особенно пригоден для производства стального фасонного литья; поэтому конвертеры с боковым дутьем получили применение главным образом в сталелитейных цехах машиностроительных заводов. По условиям производства в литейных цехах такие конвертеры строят обычно для переработки малых садок металла - от 0,5 до 3 т, откуда и название «малое бессемерование».
Томасирование. В 1878 г. англичанин Томас предложил для удаления фосфора делать в конвертере основную футеровку и вводить в конвертер перед заливкой чугуна известь. Измененный таким образом бессемеровский процесс получил распространение под именем томасовского.
Томасовский процесс в основных чертах подобен бессемеровскому. Конвертеры, работающие по способу Томаса, имеют больший объем, чем бессемеровские. Увеличение размера здесь вызывается необходимостью загрузки в конвертер извести; полезная вместимость томасовского конвертера достигает 60 т. Глубина ванны металла достигает 0,60 м. Внутренний диаметр определяется по формуле
![]()
где Т - вес садки в т; высота рабочего пространства составляет от 2 до- 2,25d; давление дутья - от 2 до 2,5 ат; количество дутья составляет от 300 до 400 м3 на 1 т заливаемого в конвертер чугуна.
Футеровка конвертера делается из обожженного доломита с добавкой безводной каменноугольной смолы.
При томасировании после выгорания из чугуна кремния, марганца и углерода удаление фосфора в шлак происходит в результате реакции окисления с образованием прочной фосфорно-известковой соли по уравнению
Хотя фосфор и окисляется в P 2 O 5 с самого начала продувки, однако не может удержаться в шлаке, так как известь находится еще в твердом неактивном состоянии, и из остающейся в свободном состоянии Р 2 O 5 фосфор восстанавливается углеродом по реакции P 2 O 5 + 5С = 2Р+ 5СО. Вводимая при томасировании в конвертер известь служит, таким образом, флюсом, связывающим Р 2 O 5 в прочное соединение (СаО) 4 P 2 O 5 , уходящее в шлак.
Количество фосфора может быть доведено до 0,04-0,05%.
Томасовским способом перерабатывают чугуны, получаемые из руд, богатых фосфором, например, керченских.
Нормальный томасовский чугун содержит около 3,5% С: 0,5% Si; 0,8-l,3%Mn; 1,6-2,0% Р и не более 0,08% S.
Томасовские чугуны вследствие наличия в них значительного количества фосфора отличаются жидкоплавкостью.
Более низкая температура плавления томасовского чугуна по сравнению с бессемеровским (около 1100° С) позволяет начинать его продувку при более низкой температуре - порядка 1200° С.
Перед началом процесса в конвертер вводят из бункера свежеобожженную известь, затем вливают чугун и пускают дутье.
Первый период (выгорание кремния и марганца) в томасовском процессе сходен с бессемеровским, но вследствие значительно меньшего содержания в томасовском чугуне кремния он короче.
Второй период (выгорание углерода) вследствие более низкой температуры процесса сопровождается менее ярким пламенем, чем при бессемеровании.
Окисление и ошлакование фосфора в третьем периоде поднимает температуру металла до степени, необходимой для разливки низкоуглеродистой стали- порядка 1600° С.
О готовности металла судят по появлению бурых паров окиси железа, вызываемых сильным горением железа.
Вследствие сильного влияния фосфора на структуру металла о содержании фосфора можно судить по характеру излома пробы: при низком содержании фосфора излом серый, волокнистый; при наличии значительного количества фосфора металл в изломе будет блестящим и крупнозернистым.
Перед введением в металл раскислителей сливают шлак. Если шлак не будет удален перед добавлением раскислителей, входящие в состав раскислителей углерод, кремний и марганец могут восстановить из шлака фосфор, и последний снова перейдет в металл. Даже небольшие количества шлака, оставшиеся после его сливания, взаимодействуя с раскислителями, заметно увеличивают содержание фосфора в металле.
Томасовские шлаки содержат около 22% Р205 и применяются в качестве удобрения. Процесс продувки при томасировании продолжается около 20 мин. Угар металла составляет 12-14%.
Применение кислородного дутья при конвертерном способе. Конвертерный способ дает сталь, содержащую значительное количество растворенных газов; наличие в конвертерной стали азота и водорода (до 0,03%) повышает
жесткость ее и уменьшает динамическую прочность.
Для получения стали кислым конвертерным способом необходимо иметь руды, которые давали бы чугун с содержанием фосфора не больше 0,05%. Наоборот, при основном способе, где горение фосфора является главным источником тепла, его содержание в чугуне не должно быть ниже 1,6%.
Поэтому, несмотря на то, что конвертерный способ требует по сравнению с мартеновским меньших капитальных затрат (приблизительно в 2,5 раза) и идет с меньшими затратами топлива (на весь цикл от руды до готовой стали), его применение сравнительно ограниченно.
Для расширения применения конвертерного способа необходимо: 1) найти способ переработки чугунов, содержащих фосфор в количествах, больших, чем допускается при кислом процессе, и меньших, чем требуется при основном;
2) понизить содержание газов в конвертерной стали.
Это, как показывает опыт, достигается обогащением подаваемого в конвертеры воздуха кислородом. Применение кислородного дутья, уменьшая общее содержание в газах азота и водорода, снижает содержание этих газов в конвертерной стали и, таким образом, повышает ее механические качества. Вследствие того что при кислородном дутье уменьшается общее количество газов, уменьшаются и потери тепла, уносимого газами (при обычном дутье эти потери достигают 25%). Это дает возможность перерабатывать томасовским способом чугун с содержанием фосфора, меньшим 1,6%. Однако при низких концентрациях P 2 O 5 шлак утрачивает свою кондиционность.
Применение дутья, обогащенного кислородом, сокращая время продувки, повышает производительность конвертеров.
Мартеновский процесс. С расширением области применения стали начали накапливаться запасы стального лома, и все настойчивее становился вопрос о способе его переплавки.
Конвертеры для этой цели неприменимы вследствие того, что они приспособлены для переработки лишь жидкого чугуна, а пудлинговые печи оказывались непригодными вследствие слишком низкой рабочей температуры. Задача была разрешена в 1865 г. французами Пьером и Эмилем Мартен, которые воспользовались этой цели регенераторной печью Сименса, применяемой в стекольном производстве.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера.